利益創出とリードタイム短縮の鍵~「生産革新実践プログラム」 第2回「生産革新展開 5 要素」
2026.06.26
目次

世界の製造業は、IoTやビッグデータを活用した「製造強国」化へと急速に進んでいます。一方で日本は議論こそ盛んなものの、産業全体を動かす大きな流れにはなっていません。しかし、日本には職人技や現場改善力など、世界に誇る“無形の強み”があります。
これらをデジタル時代に最大限生かす鍵がDXであり、その前提として「現場の知恵による改善」と「後戻りしない標準づくり」が重要です。日本プラントメンテナンス協会の「生産革新実践プログラム」は、この考え方を体系化したもので、生産リードタイムの極限短縮=JITを目指して企業での実証成果をもとに生まれました。本稿では、このプログラムのエッセンスを8回にわたり解説します。
人・モノ・設備・品質・しくみを一体化
生産活動において、目標達成のための具体的な施策は多岐にわたります。「生産革新実践プログラム」では、経営方針やニーズに応える生産プロセスを構築するために不可欠な要素として、「生産革新展開5要素」を提唱しています(図表―1)。今回は、「展開5要素」の基本的な考え方と、各要素が示す方向性を説明します。
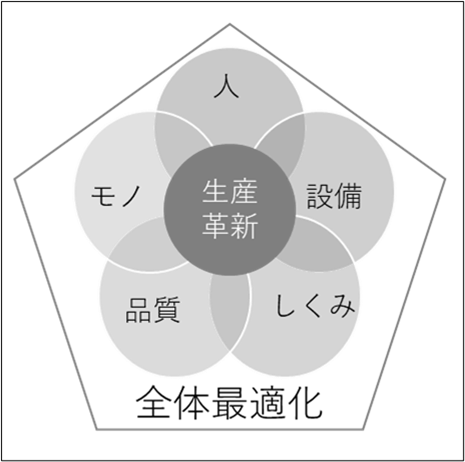
図表―1 展開5要素の一体化
「展開5要素」とは?
本プログラムでは、生産量、品質、コスト、納期などを保証する生産プロセスを構築するための要素を、「人」「モノ」「設備」「品質」「しくみ」の5つとしています。これらの要素を個別ではなく、一体感を持たせて全体最適化を図ることで、真の生産革新が実現されるという考え方としています。各要素には、「ねらい」と具体的な「改善・改革の方向性」が設定されており、これに基づいて現状把握・要因分析、そして改善活動を進めていきます。細かくなりますが、図表―2に一覧を示します。
| 5要素 | ねらい | 改善・改革の方向性 | 現状把握・要因分析 | 改善 | 標準化 | 維持 | ステップアップ | 改善から改革へ |
|---|---|---|---|---|---|---|---|---|
| 人 | 付加価値の拡大 | 「一人工の追求」 「人材育成」 |
1.作業・動作分析(層別) (1)3ム(ムラ・ムリ・ムダ)作業 (2)正味・付随・付帯作業 2.オペレーターの技能レベル ・全工程の技能習熟と設備・工法のオペレーション技術の習熟 |
1.量変動対応型ライン(少人化ライン) 2.作業・動作改善 (1)3ム作業(ムラ・ムリ・ムダ) (2)正味作業化、付随作業排除 (3)付帯(運搬)作業の集約と専任化 |
1.作業の標準化 (1)標準三票 (2)作業要領書・作業指導書 2.量変動への対応 (1)少人化ライン 3.自働化ラインの運転・管理標準 |
1.標準作業安定 2.リリーフ体制の運用 3.製造技能人材育成 (1)人材育成マップ (2)教育訓練教材・制度整備 |
ノイズを発生(サイクルアップ・配員減等)させ課題を顕在化し改善実施 | 1.造型~組立工程の連結・同期化・自働化 2.人材育成 (1)多能工化 (2)自働化ライン運転・管理技術 (3)技能・技術者の育成 |
| モノ | 在庫・標準手持ちの最少化 納期の完全順守 |
「物流革新」 「付加価値を生まない運搬作業と停滞時間の徹底排除」 |
1.在庫数量・置き場所:原材料・部品・仕掛品・完成品・(製品にともなう副資材) 2.運搬・出荷:通箱の荷姿・収容数、完成品の荷姿、運搬機器・道具 3.納期 (1)順守率 (2)未達内容・件数・時間・対応 |
1.標準手持ち適正化 2.在庫適正化 (1)顧客発注のフレ幅・量低減 (2)安全・非常在庫削減 3.運搬・置場 (1)通箱の収容数設定と小箱化 (2)先入れ先出し(FIFO) (3)実空運搬 (4)3定(3T):定位(置)・定品・定量 |
1.3定(最大・最小量の設定) 2.通箱収容数 |
1.安全在庫の削減:顧客発注のフレ幅低減 2.非常在庫削減:保有要因の解消 |
多回仕掛け・多回運搬による工程の同期化 | 1.工程の同期・連結化 (1)運搬レス (2)超多回仕掛け |
| 設備 | 最大設備能力の維持 設備総合効率・可動率100% |
「最適な設備管理」 | 1.設備の稼働状況:可動率・設備総合効率 (1)設備故障:件数・時間・内容、MTTR、MTBF (2)段取り・切替え:件数・時間、方法(内・外段取り層別) (3)空転時間、チョコ停(頻発停止):件数・時間・内容 2.設備能力 (1)マシンサイクルタイム、マン・マシン比 3.コスト (1)ランニングコスト (2)設備投資回収状況 |
1.計画保全・日常保全(劣化防止) 2.設備停止時間削減 (1)故障、段取り・切替え (2)立上げ・立下げ (3)型・刃具寿命延長 (4)チョコ停(頻発停止)・空転改善 (5)マン・マシン比 3.設備の上げ・寄せ・止め (1)設備能力向上 (2)ライン・設備集約 (3)少機化 |
1.計画保全・日常保全 (1)保全計画・保全方式 (2)定期・日常保全 (3)予備品管理 (4)MP情報 2.設備オペレーション (1)段取り・切替、刃具交換 (2)立上げ・立下げ 3.設備稼働状況の見える化 |
1.計画保全・日常保全の実行 2.設備劣化・停止対応・再発防止 3.PMパッケージ化 4.保全技術・技能養成 |
1.マシンサイクルタイムの向上:設備動作改善 2.同一製品群の混流化によるライン・設備の共通化・少機化 3.キャスター化・品目に合わせたレイアウト編成 4.ながら設備、からくり改善 |
1.工程連結された自働化ライン 2.造型設備の小型化と組立ラインとの完全同期化 3.24時間無人稼動 4.段取り・切替えレス 5.設備投資回収期間の短縮 |
| 品質 | 直行率100% 顧客・市場クレームゼロ |
「良品条件の追求」 | 1.直行率 2.工程能力 3.仕損費、再加工費 4.顧客:既納入品不良・市場クレーム |
1.自工程完結のしくみ構築 2.工程能力の向上 3.良品条件の設定:PM分析、加工 点・面解析 4.品質保証のしくみ・ツールの導入 |
1.品質保証のしくみ・ツール 2.良品条件 3.自働化 |
1.自工程完結 (1)初物・定期・終物管理 (2)バラツキの傾向管理 2.良品条件の維持 3.品質保証のしくみ・ツール運用 |
1.検査レス:PPMレベルの品質保証 2.不良流出防止→不良ができないしくみへ |
完全自働化・無人ライン |
| しくみ | 売れた順・引き取られた順にモノをつくるしくみの構築 | 「細くてはやい流れの構築」 「リードタイムの極限追求」 |
1.生産ライン・プロセス (1)工程フロー、生産リードタイム、生産指標 (2)しかけ、モノの置場(店と構え)、運搬 2.生産システム設計図の作成:「現状の姿」⇒「あるべき姿」⇒「目指す姿」と課題抽出 |
1.生産方式:押込み生産→後補充生産2.ロット生産の小ロット化 2.工程間の能力差の縮小 |
1.他要素を俯瞰したしくみ阻害要因の見える化 2.後工程引取り・後補充生産 3.平準化生産 |
1.納期順守の維持(100%) 2.生産リードタイムの維持 |
生産リードタイムの短縮 | 1.一気通貫の順序生産 2.超多回仕掛け |
図表―2 生産革新展開5要素
「人」:付加価値の拡大と人材育成
(1)ねらい
「一人工の追求」と「人材育成」を通じて、生産活動における付加価値を最大化します。加工や組立作業、日常点検、段取り、運搬作業などの人が関わる作業では、付加価値を生まない作業を排除し、非効率的な作業の改善が主なねらいです。
(2)改善・改革の方向性
作業・動作分析(3ム:ムラ・ムリ・ムダの排除)、正味作業化、付随作業の排除、付帯(運搬)作業の集約・専任化を進めます。さらに、量変動対応型ラインへの転換や、オペレーターの技能レベル向上(全工程の技能習熟、設備・工法オペレーション技術の習熟)を目指します。目先の成果に囚われず、まずは知恵による改善を進めます。改善を突き詰めずに、自動化するとロスやムダも解決されないまま自動化されます。安易な自動化は失敗のもとです。
「モノ」:在庫の最小化と物流革新
(1)ねらい
「付加価値を生まない運搬作業と停滞時間の徹底排除」を通じて、「物流革新」を実現し、納期遅れを起こさない「在庫の最小化」を目指します。原材料、購入品、部品、仕掛品、完成品、そして製品に付随する副資材を含む「モノ」は、資産として計上されるため、過剰な在庫は資産回転率の低下を招き、不要なコストを発生させます。
(2)改善・改革の方向性
標準手持ち、安全在庫、非常在庫の最適化を図ります。また、顧客発注のフレ幅・量低減を通じて在庫を適正化し、通箱の収容数設定や小箱化、先入れ先出し(FIFO)、実空運搬、そして「3定」(定位・定品・定量)により、運搬・置き場を改善します。
最終的には、「工程の同期・連結化」や「運搬レス化」を見据えた取組みを進めます。
「設備」:生産性の向上と最適な設備管理
(1)ねらい
「最適な設備管理」を通じて、「最大設備能力の維持」と「設備総合効率・可動率100%」を追求します。設備は生産活動の中核であり、そのパフォーマンスは生産性やコストに直結します。
(2)改善・改革の方向性
計画保全・日常保全による劣化防止、設備停止時間(故障、段取り・切替え、立上げ・立下げ、チョコ停、空転など)の削減、型・刃具寿命の延長、マン・マシン比の改善に取り組みます。さらに、「設備の上げ・寄せ・止め」といった少機化の推進により、設備能力の向上、ライン・設備の集約を図ります。
「品質」:直行率100%と不良ゼロの追求
(1)ねらい
「良品条件の追求」により「直行率100%」と「顧客・市場クレームゼロ」を目指します。品質は、企業の信頼を左右する最重要課題です。
(2)改善・改革の方向性
自工程完結のしくみを構築し、工程能力の向上を図ります。PM分析や加工点解析を通じて良品条件を設定し、品質保証の仕組みとツールを導入することで、不良を未然防止します。
「しくみ」:細くてはやい流れの構築とリードタイムの極限追求
(1)ねらい
「売れた順・引き取られた順にモノをつくるしくみの構築」を通じて、「細くてはやい流れの構築」と「リードタイムの極限追求」を目指します。生産システム全体の流れを最適化し、効率的な生産を実現します。
(2)改善・改革の方向性
生産方式を押込み生産から後補充生産へ転換し、ロットを小ロット化します。工程間の能力差を縮小し、生産ライン・プロセスの最適化を図ります。この「しくみ」を可視化するため、「生産システム設計図」や「モノと情報の流れ図」を作成し、「現状の姿」から「あるべき姿」そして「目指す姿」へと課題を抽出し、改善を進めます。
ポイントは「一体感」
これら「展開5要素」は、それぞれが独立して改善されるだけでなく、相互に密接に連携し、一体となって機能することで、最大の効果を発揮します。ある要素の改善がは他の要素に波及し、全体としての生産システムの最適化へとつながります。この一体感が、持続的な生産革新を実現するための重要なポイントとなります。
第3回に続く
生産革新プログラム関連コンテンツ