検索結果

「安全衛生管理活動における人間工学の位置付けと課題」 第1回 人間工学の2つの歴史的潮流(労働衛生管理活動の背景として)
2026.07.02
2025年度の連載「ものづくり屋視点による労働衛生の実践」では、主に有害物質に係る業務上疾病を防ぐ視点から解説したが、労働衛生の全体領域を語るならば、外せない分野を残してしまった。それが今回のテーマとなる人間工学であるが、「安全衛生管理活動における人間工学の位置付けと課題」として、次のとおり補足の機会を得たいと思う。第1回:人間工学の2つの歴史的潮流(労働衛生管理活動の背景として)第2回:労働と生産の必須要素である人間工学の課題と領域第3回:TPMの源流の1つとされる科学的管理と労働衛生 折しも第1回の掲載となる7月は安全週間の実施月である。これを機に、安全衛生管理を振り返りとなれば幸いである。

タック株式会社
2026.07.01
利益創出とリードタイム短縮の鍵~「生産革新実践プログラム」 第2回「生産革新展開 5 要素」
2026.06.26 FREE
世界の製造業は、IoTやビッグデータを活用した「製造強国」化へと急速に進んでいます。一方で日本は議論こそ盛んなものの、産業全体を動かす大きな流れにはなっていません。しかし、日本には職人技や現場改善力など、世界に誇る“無形の強み”があります。 これらをデジタル時代に最大限生かす鍵がDXであり、その前提として「現場の知恵による改善」と「後戻りしない標準づくり」が重要です。日本プラントメンテナンス協会の「生産革新実践プログラム」は、この考え方を体系化したもので、生産リードタイムの極限短縮=JITを目指して企業での実証成果をもとに生まれました。本稿では、このプログラムのエッセンスを8回にわたり解説します。
改善アイキャッチバック-scaled.png)
改善事例セレクト「記事一覧」
2026.06.23 FREE
日本プラントメンテナンス協会が開催した「優秀改善事例全国大会2025」&「クイーンズカンファレンス」から17事例を記事として紹介しており、本ページはその一覧となります。
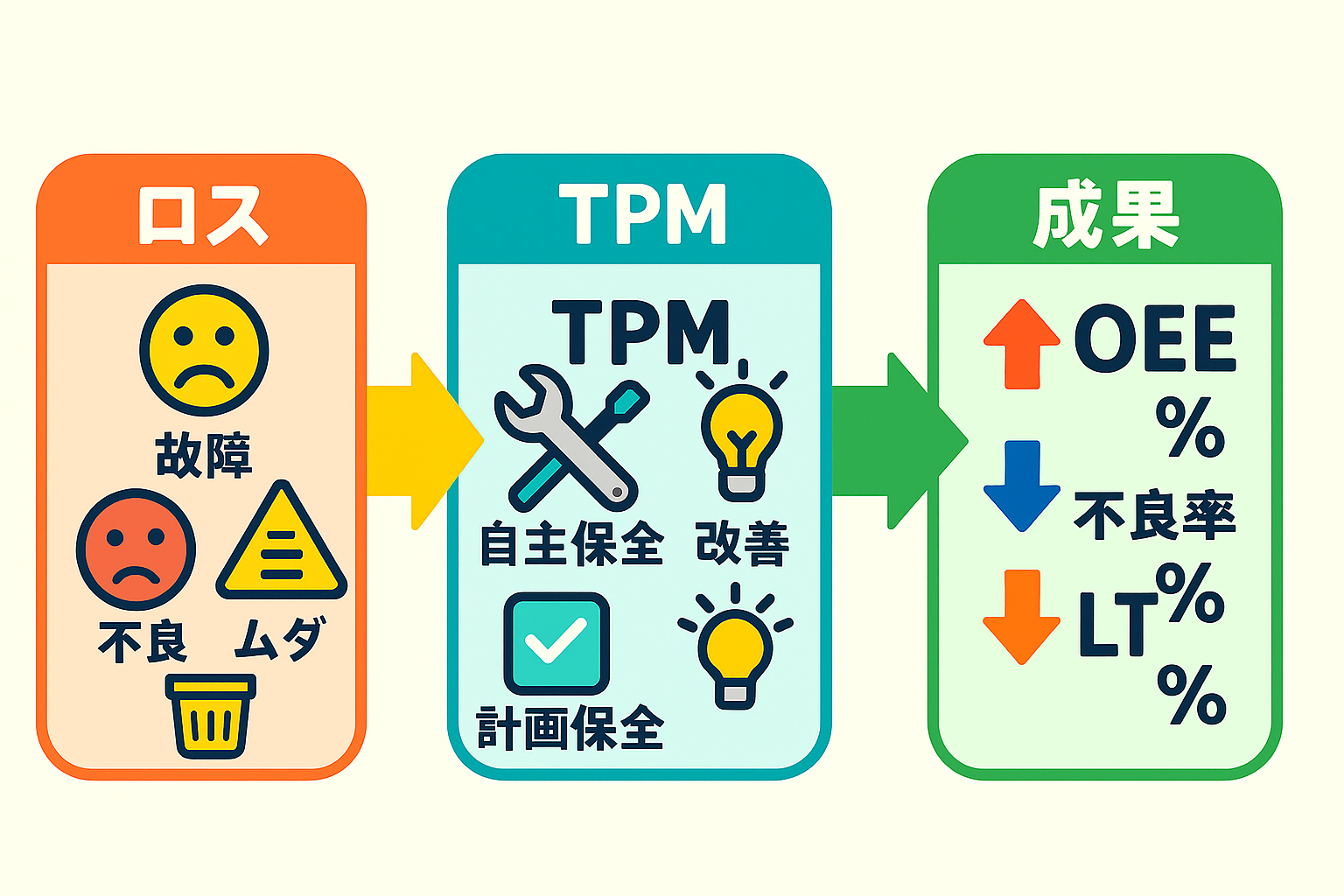
TPM活動がもたらす定量効果の分析 ~2025年度TPM賞受賞事業場の成果指標より
2026.06.23 FREE
日本プラントメンテナンス協会では、これまでに蓄積したさまざまなデータを整理・分析することで、産業界に役立つ情報や知見のデータベース化に努めています。 今回は、2001年から2025年にかけてTPM優秀賞を受賞した2,500事業場超のデータを集計・分析し、明らかになったTPMの成果指標に関する最新の状況を報告します。
せつびさんとカンリさんの「モノづくり品質の基本のキ」#15 良い仕事をするための基本~その13 「問題解決」④
2026.06.18
せつびさん(以下せ):カンリさん、アタラシさん、こんにちわ! 前回は、問題解決型の手順3である「要因の解析」について説明しましたね。
企業の垣根を越えたコラボ改善活動 ~輪が繋がる 広がる EJ(トヨタ自動車東日本)とTY(トヨタ車体)の良いとこ取りチャレンジ~
2026.06.17
トヨタ自動車東日本株式会社 宮城大和工場 相澤 まりんトヨタ車体株式会社 吉原工場 飯田 祐衣

装置材料の損傷・劣化「べからず集」Vol.30
2026.06.15
ステンレス鋼は「耐食性が優れているため大気中から腐食損傷は生じない」と信じられ、同鋼製の配管や塔、槽の外面に塗装は行われない場合がほとんどである。しかし、SUS304やSUS316などの汎用のステンレス鋼製で、外面を保温材で覆われている設備では、温度等の条件がそろえば外面から応力腐食割れ(External Stress Corrosion Cracking、略してESCC)が発生(1)する場合がある。 その場合は、ステンレス鋼でも外面塗装を施すことがESCC抑制に有効(2)である。ただし、塗装により長期側まで完全にESCCが防止できるわけではなく、塗装はESCC発生までの寿命の延長策と考える必要がある。 保温材施工された設備のESCCは、以下の条件を満たす場合に発生可能性が高い(1)とされている。なお、この条件で発生するESCCを塩化物型ESCCと言われる。① 汎用のステンレス鋼 { SUS304やSUS316およびこれらの低炭素グレード(L材)}② 設備自体が海浜に設置されている(海岸線から3㎞以内が目安)③ 設備内部温度が50℃から150℃程度で運転 なお、温度については、外部からの水分の浸入程度によっては、内部温度が150℃を超える設備でもESCCの発生可能性があるので注意を要する。 塗装以外での塩化物型ESCCの対策としては、材料を2相ステンレス鋼などへの変更、もしくはステンレス鋼外面へのアルミ溶射などが提案されている。しかし、これらは製作コストが高いこともあり、ESCC対策としてはほとんど採用されていない。 また、ステンレス鋼が鋭敏化している場合は、保温材におおわれていない設備で、装置内部温度が常温でESCCの発生する場合がある。この種のESCCは、鋭敏化型ESCCと言われる。この抑制に対しては、低炭素系ステンレス鋼(L材)の採用などにより鋭敏化を抑制することが本質的な対応であり、塗装施工により鋭敏化型ESCCを抑制することは、効果が実証されておらず適切でないとされている。 以上をまとめて図に示す。

からくり改善のための「機構学」入門 No.15 機構の解析(その6:GeoGebraで求める機構の速度2)
2026.06.12
前回は、瞬間中心を利用して機構の速度の関係を求める方法の中から、移送法に沿ってGeoGebraで実現する手順を紹介しました。しかし、残念ながら、特定の条件下では速度の矢印が消失し、また、矢印の方向が正しく表示されない問題が残っていました。 そこで、今回は、根本的な問題解決に向けて、連節法を用いたGeoGebraでの実現手順を紹介しようと思います。
女性活躍推進に向けた組織的取組みとその効果に関する考察
2026.06.10
ヤマハ発動機株式会社 モノつくり人財戦略部 人財企画G 志村 文枝