せつびさんとカンリさんの「モノづくり品質の基本のキ」#8 良い仕事をするための基本~その6 QC7つ道具④
2025.11.19
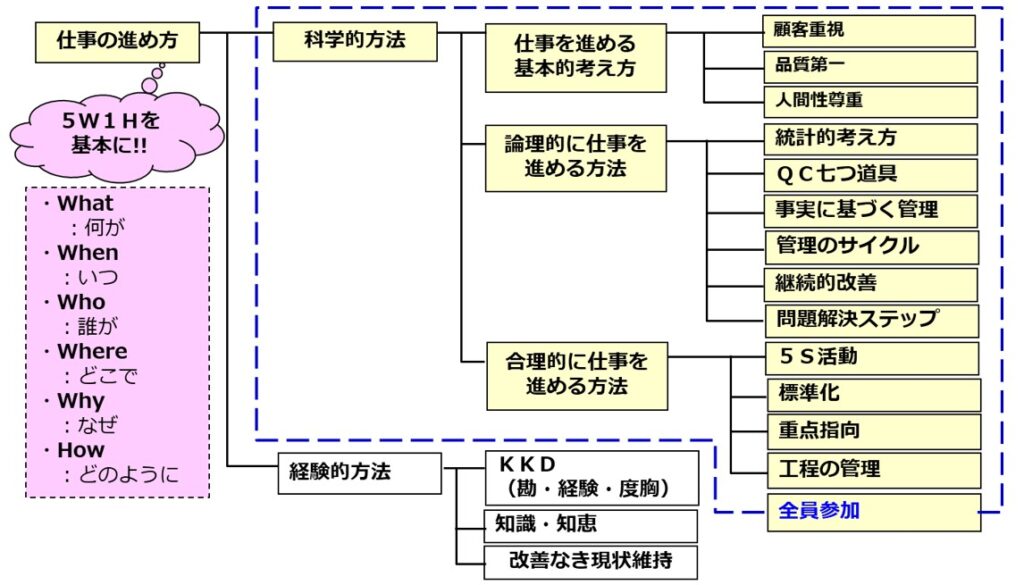
論理的に仕事を進める方法
せつびさん(以下せ):カンリさん、アタラシさん、こんにちわ。前回は、私たちが良い仕事をするための基本の1つであるQC7つ道具の中の「管理図」ついて学びました。
アタラシさん(以下ア):あの後、製造ラインで実際に管理図を見てきました。重要工程の重要特性については、管理図がつくられていました。掲示されている管理図では、管理限界線を越えるような異常値や異常な傾向は見られませんでした。
カンリさん(以下カ):早速勉強したことを現場で確認したのですね。これからは、管理図の作成方法や異常時の対応方法なども学んでください。工程の異常の要因の1つには、設備のパラメータの変化、設備の異常や変化が考えられます。品質特性値に影響を与える設備条件や設備要素の関係の調査、分析も設備管理課の重要な役割です。
ア:はい、これから勉強します。
せ:話したことを良く理解して実践していますね。大変良いことです。QC7つ道具は、「チェックシート」「グラフ」「パレート図」「ヒストグラム」「管理図」「散布図」「特性要因図」でしたね。すでにみなさんは「チェックシート」「グラフ」「パレート図」「ヒストグラム」「管理図」を学びました。今日はQC7つ道具の中の「散布図」について説明しましょう。
カ&ア:よろしくお願いします!
この記事は、会員専用記事です。
有料会員になると、会員限定の有料記事もお読みいただけます。




