LP金型予熱の電化による鋳造ロス削減(2024年度TPM論文賞プロダクション部門第2席受賞)
2025.07.01
執筆者
ヤマハ発動機株式会社
生産技術本部設備技術部鋳造設備グループPTアルミ技術部第3製技GLP鋳造係
宇田川幸輝、パンドヨバユプトラ
論文要旨
磐田南工場の LP 鋳造金型の新予熱工法の可能性検証と調査をした。
メトロ電気工業製の中赤外線加熱器を使用し、磐田南工場の LP 鋳造金型の鋳造目標温度に到達するまでの予熱時間と金型表面温度の測定を行った。
予熱器仕様は一般二輪車エンジンHC用金型と特大金型に対してそれぞれ専用の仕様で実験を行った。
予熱時間の目標である 2 時間に対して、一般二輪車エンジンHC金型、特大金型の両方で目標達成することができた。
金型表面温度は金型材料 SKD61 材のA1 変態点である 727℃以下で予熱できることがわかった。
以上の結果を以って金型予熱の電化が可能となり、LP鋳造金型の予熱工程においてカーボンニュートラルを達成することができた。
はじめに
LP鋳造工程において鋳造金型の予熱工程がある。この工程ではガスバーナーを使用して金型予熱を実施している。ガス火炎による予熱は短時間での高温昇温が可能な反面、過昇温により金型が変形することで寸法不良品が発生するリスク、CO2排出による環境影響などの慢性問題があり、工場経営に悪影響を与える一因となっている。
本活動は”金型予熱器改革”による”金型変形の抑制および突発大量発生の製品寸法不良ゼロ”の達成を目標とし、併せてLP鋳造工場の環境課題の1つであるカーボンニュートラルへの貢献も図る。
研究の背景
2.1 発生している問題
金型の歪みによるLP鋳造製品の寸法不良が弊社工場にて発生しており、その対策が必要である。特に累計生産数が多い金型を使用して鋳造した製品で寸法不良が多発している。寸法不良が発生している部位は金型の下型入子で形成される部位であり、最も激しい寸法外れは多気筒ヘッドシリンダー(以下HC)に見られる。図2.1に生産数が10,000台を超えた4気筒HC:B3Lの生産品3Dスキャンデータを示す。寸法ズレ量が色で表され、黄色と赤が余肉、青と紫色が欠肉を示す。許容寸法公差が0.4mmに対して、1mmを超えた欠肉寸法外れが発生している部分があることがわかる。
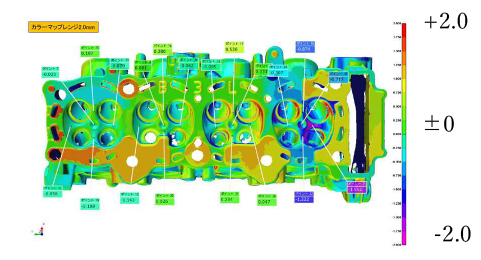
図2.1 B3LHCの生産鋳造品3Dスキャンデータ(設計形状と加工基準比較)
寸法ズレの傾向として、CHN室に近い部位の変形が最も大きい。累計ショット数が増えることに従って、製品寸法が部分的に設計値から離れる傾向があると定期測定で分かった。
図2.2に多気筒製品B3LHCの生産台数に応じた各ドーム高さの寸法ズレ量を示す。生産台数に応じて、#4ドームの寸法ズレ量が大きくなっていることが分かった。
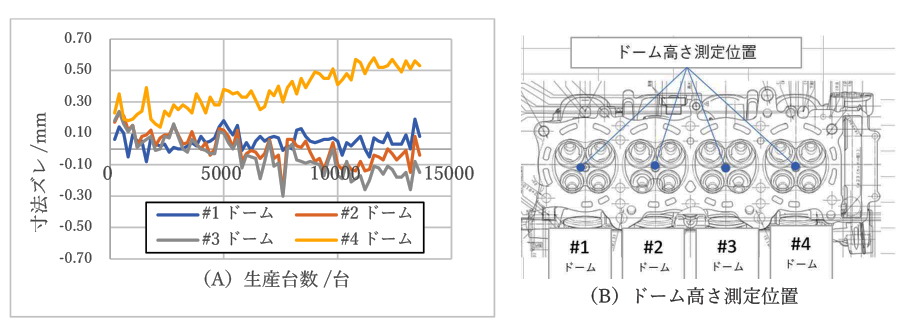
図2.2 (A)B3LHCの生産台数に応じた各ドーム高さの寸法ズレ量 (B)ドーム高さ測定位置
製品寸法ズレが激しい金型の寸法を見た結果、金型にて同等位置の寸法ズレが見られる傾向にあり、変形量の絶対値は一致しないものの、その傾向もまた金型と製品で同じ傾向にある。図2.3はB3LHC鋳造金型の下型入子部位を示す。金型基準で金型キャビティ―寸法を見た結果、金型の中央が下方向に変形している傾向。#4ドームを形成する部位にて約1mmの金型余肉を見られた。このことから、鋳造品欠肉の主要な原因は、室温でも残留する金型永久ひずみと分かった。
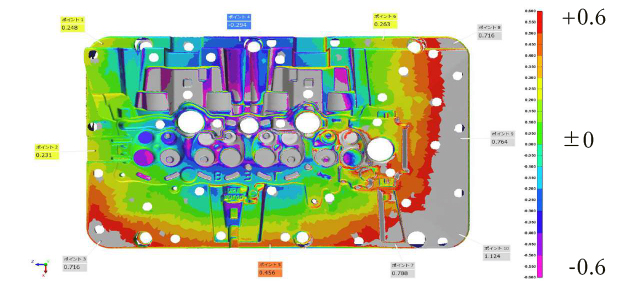
図2.3 B3LHC鋳造金型の下型入子寸法
2.2 LP鋳造の概要
LP鋳造を行う際の鋳造までの金型扱いの流れを図2.4で示す。

図2.4 連続鋳造までの金型扱いの流れA,B,C,D,E
先ず金型の製品形成面にコーティング剤を施工する。主に鋳型表面の保護と鋳造品の均一な表面を保つ役割を担う(図2.4A)。次に生産ロットの開始時に製作する機種の金型をマシンに運び、設置する(図2.4B)。鋳造を開始する前、1ショット目から金型温度を良品条件に入れるために金型の予熱を行う。弊社工場では、上型と下型の間にガスバーナーを設置し、金型常設温度センサーでの計測温度を予熱停止目安温度まで予熱する(図2.4C)。金型温度が予熱停止目安温度到達後、鋳造品の複雑形状、中空部分を作る中子を金型にセットする(図2.4D)。鋳造を開始する。中子セット後、溶かしたアルミ(溶湯)を金型に入れて、型開き、製品取り出しの繰り返しを行う(図2.4E)。
2.3 金型変形の原因調査
熱歪みによる寸法変化の過程は複数あるが、代表的なメカニズムは相変態による結晶の体積変化である。金型は鉄鋼材料で出来ている。鉄鋼材料の結晶構造の違いにより、その体積が異なる。温度が変態点に達すれば相変態により、鉄鋼材料の結晶構造が変わり、それに従い体積も変わる。図2.5にFe-C系平衡状態図を示す。図2.5におけるA1変態点(727℃)を越える場合、α→γ変態が生じ、オーステナイトが安定化される。逆に鉄鋼材料の温度がA1線より低くなる場合には、冷却速度によって異なる相が生成する。そのため、室温においても歪が残留する場合がある。【1】これが永久ひずみの代表的なメカニズムである。
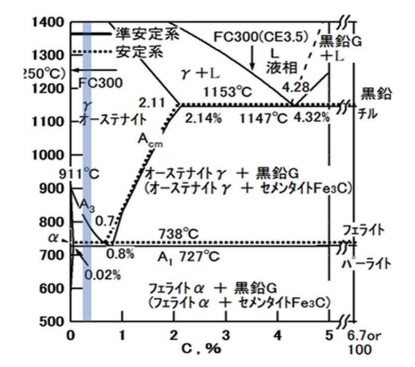
図2.5 Fe-C系平衡状態図【1】
図2.6はLP鋳造HC金型のガスバーナーを使用して予熱した下型入子の温度変化の一例を示す。青線は下型入子内部の温度を示し、赤線は下型入子の表面温度を示す。ガスバーナーで予熱を行う場合、金型内部が目標温度の550℃に到達した際、金型表面温度は800℃まで上がると分かった。温度が高くなれば降伏点が下がり、熱膨張量が十分に大きければ塑性変形を起こし、冷却後もこの変形は残ると考えられる。また、表面温度がA1変態点の727℃を超えている為、相変態が発生し表面の体積変化により金型永久ひずみが発生したと考えられる。【2】
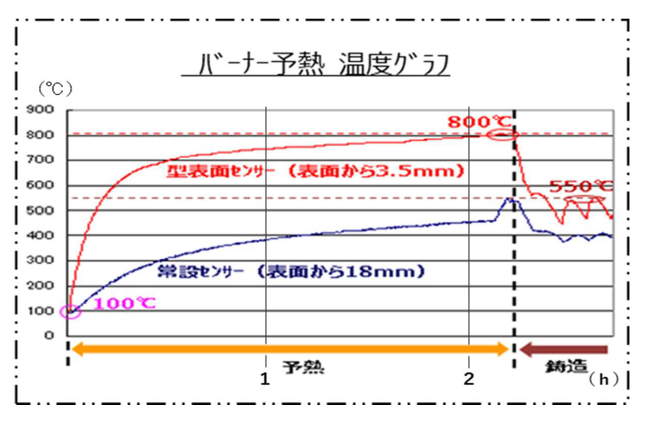
図2.6 ガスバーナー加熱方式によるLP鋳造HC金型の予熱時間に伴う下型入子温度変化
よって、金型永久歪みによる製品寸法ズレを抑制する為に、予熱方法の改善が必要である。
研究範囲と目標の設定
今回は生産ロット開始時の予熱方法を改善する。今回の対策目標は下記とした。
①弊社工場で扱っている各LP鋳造機種の目標予熱時間をクリアすること。
各機種には予熱時間の目標が設定されていて、それを超えると次工程への部品供給遅延リスクが発生する。ヤマハ発動機は多品種少量方式で生産するため、汎用性の高い予熱方法が望ましい。全機種に対して、希望予熱時間は2時間、最長予熱は3時間が目標になっている。
②今回の問題である熱永久ひずみを発生させないために金型内部温度を予熱目標温度まで昇温させる際、金型表面温度が変態点温度を超えない予熱ができること。
③カーボンニュートラルを進める
弊社工場にはカーボンニュートラルを達成する目標がある。従来予熱工法のガスバーナー予熱では化石燃料燃焼によりCO2排出の原因の一つになっている。化石燃料不使用の予熱工法に切り替えることがカーボンニュートラルを進めることに繋がる為、これに着目して新予熱工法選定を進める。
新予熱工法の選定
弊社工場では電力を再生可能エネルギーにより発電された電力を使用しているため、電力使用によるCO2排出はゼロである。そのため、カーボンニュートラルの目標達成のために電気加熱方式に絞って新予熱工法を決定するための調査を実施した。代表的な4つの電気加熱方式の調査をした結果について図4.1に示す。
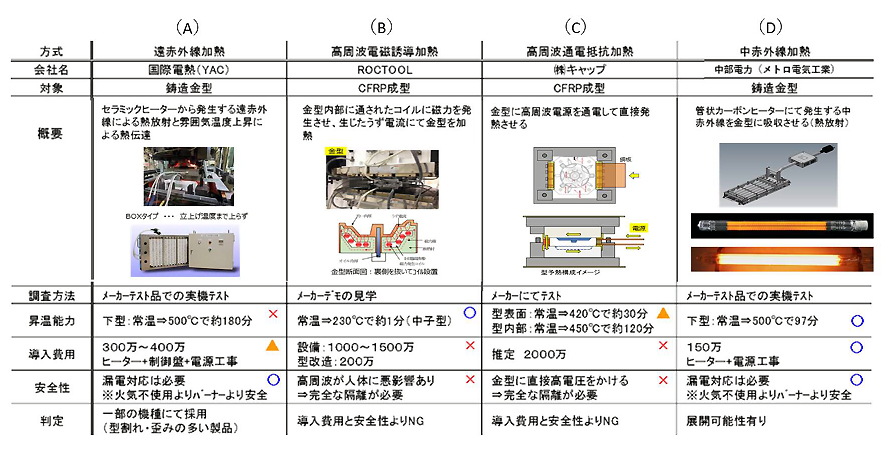
図4.1 代表的な電気加熱方式の比較表(A)【3】(B)【4】(C)【5】(D)【6】
図4.1を見ると昇温能力、導入費用、安全性のすべてにおいてメトロ電気工業製の中赤外線加熱方式が有利であるとわかる。そのため、中赤外線加熱方式を用いて実機テストを行うことにした。
中赤外線加熱方式によるLP鋳造HC金型の予熱時間に伴う下型入子温度変化の結果は図4.2(A)に示した。灰色の線が金型内部測定温度、赤色の線が金型表面温度を示す。従来予熱工法との比較として(B)にガスバーナー加熱方式によるLP鋳造HC金型の予熱時間に伴う下型入子温度変化の結果を示す。結果、金型内部温度が目標温度以上の500℃に到達した際、金型表面温度は530℃となっており、A1変態点以下の予熱ができていることが分かる。このことから局所的な相変態による永久ひずみは発生しない予熱ができることが分かった。
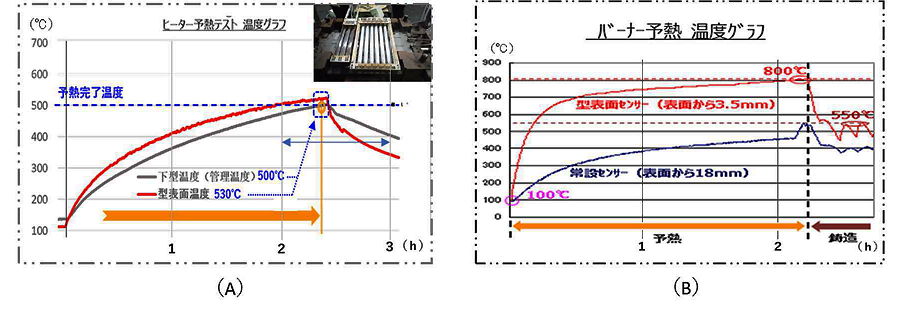
図4.2 (A)中赤外線加熱方式によるLP鋳造HC金型の予熱時間に伴う下型入子温度変化
(B)バーナー加熱方式によるLP鋳造HC金型の予熱時間に伴う下型入子温度変化
上記の試験より、金型温度を変態点温度以下で予熱できることが確認できた。しかし、弊社工場の様々な形状、質量の金型にて昇温時間2時間という目標が達成できるかは証明できていない状態であった。これを確認するために金型の形状、質量に合わせた予熱器の仕様決めを行い、実際の金型で昇温テストをすることにした。予熱器出力は下記計算式から導き出した。予熱器筐体形状は金型形状に応じた設置スペースを考慮し決定した。
・熱容量Cp×質量kgf×昇温温度℃÷効率%÷時間h÷3600=投入電力kw【7】
決定した予熱器詳細仕様を図4.3(A)(B)に示す。弊社工場の金型形状、サイズは大きく分けて一般二輪車エンジンHC用金型と特大金型の2種類に分類される。一般二輪車エンジンHC用金型の下型全体重量は約1.3tに対して特大金型は約1.8tであり、約1.4倍の重量差があった。そのため、この2種類の仕様に対して適当な2つの仕様となるように仕様決めを行った。
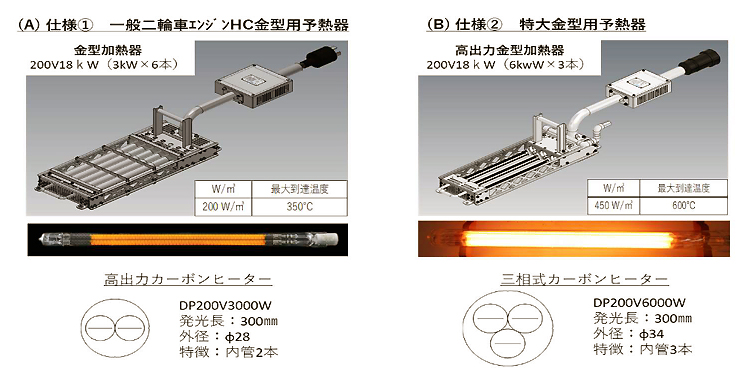
図4.3【6】 (A)仕様①一般二輪車エンジンHC用予熱器 (B)仕様②特大金型用予熱器【4】
新予熱工法の実機評価
目標の予熱時間を達成できるか確認するために新予熱工法について予熱時間の評価を実施した。評価には図4.3の仕様①②の予熱器を使用し、予熱停止目安温度までの予熱時間が目標達成できるかの評価をした。
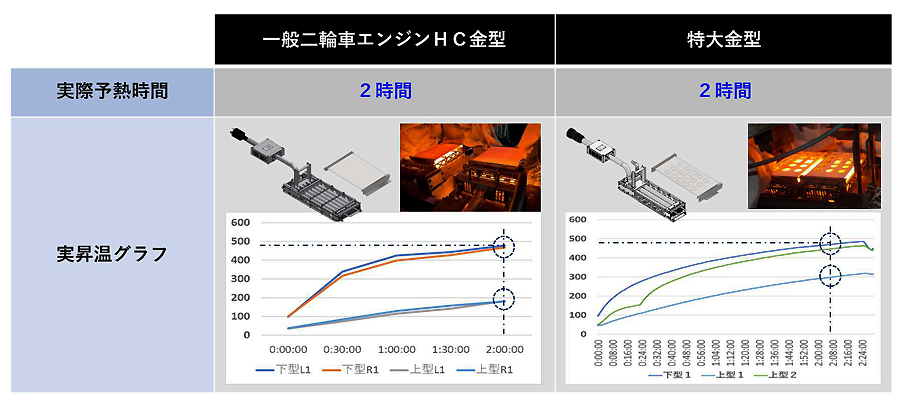
図5.1 仕様①一般二輪車エンジンHC金型用予熱器仕様 ②特大金型用予熱器
一般的な二輪車エンジンHC用金型は予熱停止目安の470℃まで2時間で昇温完了し、特大金型でも予熱停止目安の460℃まで2時間で昇温完了できた為、2時間での予熱完了という目標をそれぞれ達成できており、弊社の生産活動でも十分に使用できる仕様であると判断した。
新予熱工法に対する結論
一般的な二輪車エンジンHC用金型と特大金型に対して2時間での昇温完了を達成できた。よって、本工場のすべての生産機種に対して適用可能なことが示唆された。また、昇温完了時点の金型表面温度、内部温度はそれぞれA1変態点以下となっていることから局所的な相変態による永久ひずみは発生しない予熱ができた。さらに、電化による化石燃料不使用でカーボンニュートラルを進めることができる。以上からすべての目標を達成できた。よって、LP鋳造金型予熱の新工法としてメトロ電気工業製の中赤外線加熱器でのヒーター予熱を採用した。
導入後の効果のモニタリング
新予熱工法導入による「金型歪み抑制効果の確認」「品質不良抑制効果」のモニタリングを実施した。金型歪抑制効果の結果を図7.1(A)(B)(C)に示す。
(A)では一般的なマリンエンジンHC用の2つの金型の下型入子の歪量と累計ショット数の関係を示す。赤色のプロットが既存のバーナー予熱、緑色のプロットが採用したヒーター予熱を実施した金型の歪量を示し、各プロットをトレンド線で結び金型更新目安歪量1.5mm到達までの累計ショット数の予測を立てた。結果、バーナー予熱型とヒーター予熱型を比較して同等の累計ショット数での歪量はヒーター予熱型の方が1/3程度に抑制できていることが分かった。また、定期的な歪量測定の結果からヒーター予熱はバーナー予熱と比較して金型更新目安歪量到達までの期間が3倍に延長される見込みがあることが分かった。
(B)では一般的な二輪車エンジンHC用のヒーター予熱型とバーナー予熱型の同等累計ショット数での歪量測定結果を示す。結果、マリンエンジンHC用金型と同様に、バーナー予熱型と比較してヒーター予熱型では歪量が1/3程度に抑制されていることが分かった。
(C)では特大金型モーターフレーム用のヒーター予熱型とバーナー予熱型の同等累計ショット数での特定部位の歪量測定結果を示す。バーナー予熱型と比較してヒーター予熱型では歪量が1/10程度に抑制されていることが分かった。
各金型の歪み抑制により工場全体の金型修正費用、更新費用が抑制され、年間約80,000千円の慢性コスト抑制が見込まれる。
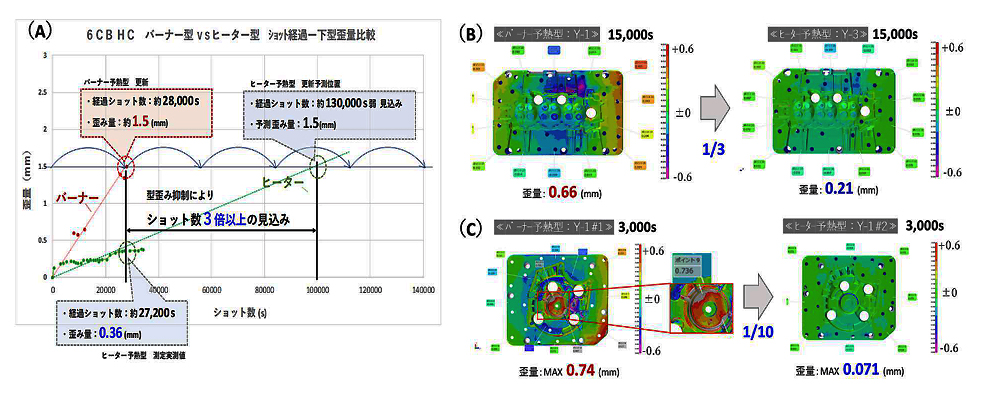
図7.1 (A)一般的なマリンエンジンHC用金型の歪抑制による型寿命延長効果
(B)一般的な二輪車エンジンHC用金型の歪抑制効果
(C)特大金型モーターフレーム用金型の歪抑制効果
金型歪みが抑制されたことで品質面でも大きな効果をもたらした。金型表面を温度バラつき無く予熱できることで立上げ品質が向上した。従来のガスバーナー予熱と比較して一部機種では不良発生率が1/16まで減少した。また型歪起因による突発大量発生の不良も立上げ時から今回のヒーター予熱をしている金型ではゼロに抑えることができており、本活動の目標としていた“金型変形の抑制および突発大量発生の製品寸法不良ゼロ”を達成することができた。品質不良抑制効果は年間約21,614千円で工場経営に大きく貢献した。
その他、作業性改善の面でも効果があった。ガスバーナー予熱では、オペレーターによる各機種ごとのバーナー炎の調整作業が必要であったが、ヒーター予熱ではセット後、スイッチのONだけでどの作業者でも安定した鋳造立上げ状態を作ることが可能となった。さらにガス燃焼からの電化により国内LP鋳造予熱工程における化石燃料使用量ゼロ達成、CO2フリー化の実現に大きく貢献した。
終わりに
・弊社工場で扱っているLP鋳造全機種に対する希望予熱時間の2時間をクリアすることができた。
・金型内部温度を予熱目標温度まで昇温させる際、金型表面温度が変態点温度を超えず、熱永久歪み発
生を抑制しながら予熱ができることが分かった。
・金型歪量抑制と立上げ時の金型表面温度のバラツキ抑制により、一部機種では立上げ品質不良が1/16
に抑制された。歪起因で発生する突発大量不良は現状ゼロに抑えることができている。
・化石燃料不使用の予熱工法と使用電力のCO2フリー電力への切替によりLP鋳造予熱工程におけるカー
ボンニュートラルの予熱が達成された。
謝辞
金型予熱器の共同研究に多大なご協力を頂いた中部電力ミライズ株式会社赤坂様、村田様、竹下様、友井様とメトロ電気工業森本様、倉田様、材料視点の知見から金型歪みのメカニズム解明に助力いただいたヤマハ発動機材料技術部の渡邉様、調達品質部の新野様に深く感謝申し上げる。
参考文献
【1】嵯峨常生・中西佑二(2014年)「機械工作1」実教出版
【2】奥野利夫(1987年)「熱間工具鋼の性能改善に関する研究」大阪大学
【3】YAC国際電熱ホームページよりwww.yac.kokusai-dennetsu.com
【4】ROCTOOLホームページより»DOWNLOAD(roctool.jp)
【5】キャップ「金型電気予熱報告書」より
【6】メトロ電気工業「金型加熱器比較」より
【7】J-STAGEホームページより熱容量スペクトロスコピー(jst.go.jp)
新着記事
せつびさんとカンリさんの「モノづくり品質の基本のキ」#11 良い仕事をするための基本~その9 「継続的改善」
2026.02.18

ものづくり屋視点による労働衛生の実践 No.11 メンタルヘルス問題の認識と向き合う活動―その2
2026.02.18

指標でモノづくりを評価しよう! #10 納期遵守率
2026.01.28 無料会員

DXの活用がカギ! 生まれの良い設備づくり ②
2026.01.28
せつびさんとカンリさんの「モノづくり品質の基本のキ」#10 良い仕事をするための基本~その8 「事実に基づく管理 管理のサイクル」
2026.01.15
ものづくり屋視点による労働衛生の実践 No.10 メンタルヘルス問題の認識と向き合う活動―その1
2026.01.15