電動機保全に向けたサステナブル技術共有への挑戦(2024年度TPM論文賞テクノロジー部門第2席受賞)
2025.07.01
執筆者
日鉄テックスエンジ 株式会社
松坂 一志、岡林 清志、工藤 也寸志、相馬 祐介、増田 匡一
論文要旨
電動機補修は、蓄積した多分野からなるデータを要素毎に解析して得た劣化の傾向やメカニズム等をユーザと共有し、操業実態や設備管理面で意見交換できる保全技術者としての役割を担った共存を目指すタイミングにあると考える。
本論文ではメーカのシーズ技術が補修分野で、どの範囲まで適用でき、どの様な効果が期待できるかを劣化の4要因といわれる熱、電気、機械(振動)それと環境で独自のエビデンスを求めた追跡調査とユーザが抱える疑問の事象解明に取り組んだ2点の技術展開 についてサステナブル補修技術の視点から論じた内容としている。
電動機保全へのサステナビリティの意識
動力を伝達する回転機は、制御系の高性能化や保守の優位性から直流機を交流機へシフトする傾向にあり、メーカの設計や補修部門の規模縮小&撤退が進み、我々補修業界への期待は高まっている。一方、補修業界はメーカ技術の適用から対応力を高めて来ているが、高度成長期を経験した熟練技術者の離脱等から厳しい環境に直面し、いかに技術・技能の伝承を図り短工期で高品質の補修を提供するかが課題としてある。
本論文 では 「現場に強い技術者」の人材育成には、技術の単なる適用ではなく独自のエビデンスを掴むことが重要との認識から品質を左右する絶縁処理技術に関して単独の実験検証や長期間蓄積したデータの分析、さらには慣用化した用語でユーザが持ち続けた疑問に技術的背景を追及したサステナブル技術活動について紹介する。
真空加圧含浸技術の独自エビデンスの 確保
様々な保全形態を支える絶縁処理技術は電動機の信頼性upには欠かせない技術である。 本章では電動機筐体と絶縁物を一体化する技術の真空加圧含浸(以降 含浸)と従来技術のワニス処理の新旧処理法を電動機劣化の4要因で改善効果を比較した。
2.1 模試装置 による単独検証
劣化4要因の熱、電気的、機械的、環境の中で、初期値としての差を明確にすべく絶縁種別毎に処理した模試装置で熱および電気的特性を検証した。
(1)熱特性
検証は熱蓄積し易い多層巻コイルを樹脂含浸とワニスで絶縁処理して通電後の温度の上昇と分布で比較している。
図1は模試コイルと仕様を示し、厚み方向で4分割した3ヶ所(図中A、B、C)に熱電対を埋め込み、A点は熱伝導、C点は放熱、B点は互いの相乗効果を期待した配置としている。
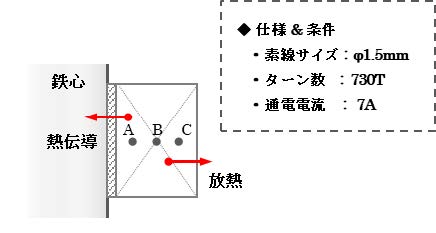
図1 模試コイルと仕様
温度比較は冷却風なし・ありの条件で7A/60分通電で行い、図2に冷却風なしの温度上昇&分布を示す。温度は3ヶ所共に含浸処理が低く、その差は40~50℃にもなる。特にA点 は 温度差51℃ もあり、B点44℃、C点の39℃ と比べて差が大きいのは含浸したコイルから鉄心への熱伝導が非常に良いと推測できる。
また、風速2.6m/secの冷却風を与えながら60分通電した場合をB点で比較すると、含浸処理は156℃で飽和するがワニス処理は191℃でも飽和せず僅かながら上昇傾向を持続しており、含浸処理の方が熱伝導だけでなく放熱の面でも優れていることが掴めた。
これらの事象から含浸処理はワニス処理と比較して樹脂浸透が良く断熱作用ある空気層を排除した伝熱効果に優れた絶縁技術といえる。
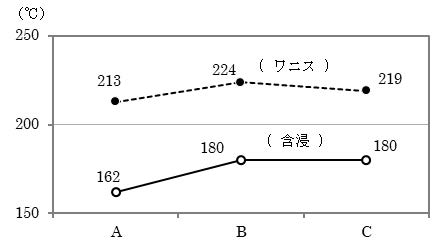
図2 温度上昇&分布(冷却風なし)
(2)電気特性
この項では、含浸処理の絶縁抵抗と絶縁耐力が空気やワニス処理と比較してどれ程の優位性があるかを比較している。計測は図3(a)に示す様に絶縁物がテープの場合は導体に絶縁厚1mmと2mmにした試材を気中放電しない位置に吊り、空気絶縁は電極となる導体を所定の距離に吊り上げて行った。
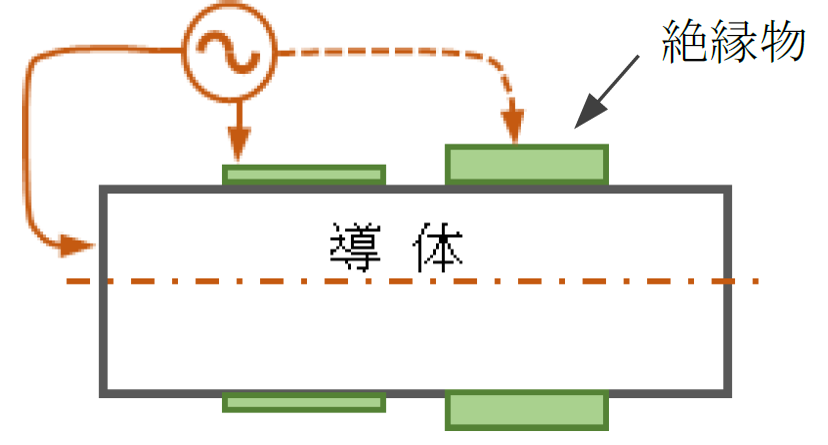
(a)計測回路
試材はテープを含浸&ワニス処理した2パターンと空気絶縁を準備。図3(b)に絶縁物の電気特性である充電特性(以降 PI値)を求めるに必要な絶縁抵抗の1分値と10分値を示す。PI値は絶縁抵抗の10分値/1分値で求め、数値が高い程絶縁の健全性を示す指標としてある。
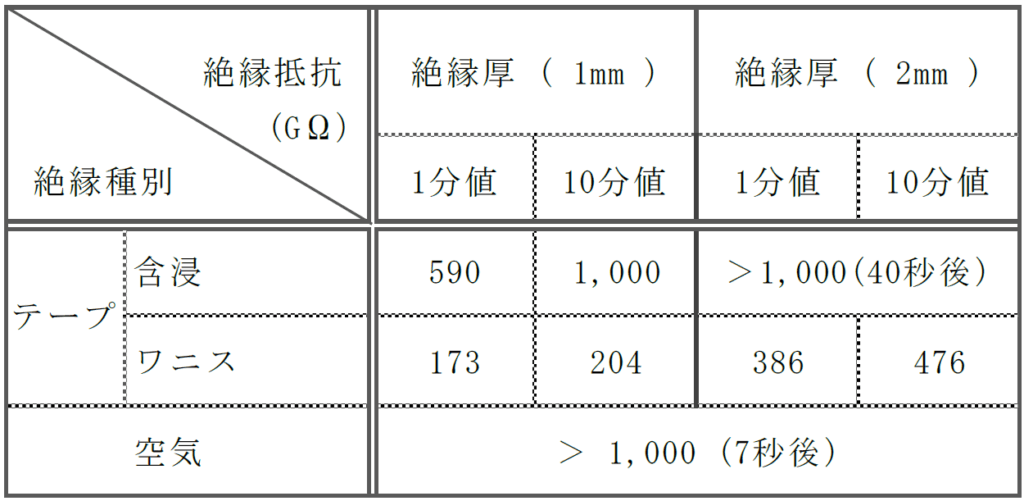
(b)絶縁抵抗と充電特性
図3 計測回路と絶縁物の電気特性
PI値は含浸&ワニス処理共にあり、1mm厚は含浸1.69、ワニス1.18と含浸の方が優れ、2mm厚ではワニスはPI=1.23と1mm厚より良い値を得たが、含浸は40秒後にフルスケール1000GΩに達しPI値を算出できなかった。しかし、絶縁抵抗は40秒間一定速度で増え続けており確実に充電特性があると考える。空気に関しては吊り代変えても7秒で1000GΩに達する高い絶縁抵抗値を示すが充電特性らしき兆候は得られなかった。
この充電特性と絶縁破壊電圧との相関が汲み取れるのが図4の絶縁破壊電圧を示したグラフである。破壊電圧は含浸の1mm厚、2mm厚共に10000V超あるのに比し、PI値の低いワニスと空気は所定の2mm厚でも5000Vに満たず、12800Vの耐電圧を有した含浸がワニスより2.7倍強も優れることが判った。電動機の劣化は多くの要因が複合的に作用して進行するが、真空加圧含浸は気泡(ボイド)を無くす絶縁耐力改善の一技術であり補修でも積極的な提案から定着を目指したい。
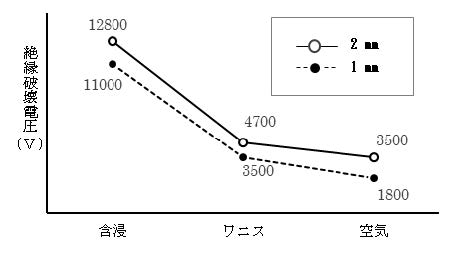
図4 絶縁破壊電圧
2.2 補修対策で 追究 検証した回復度と効果
長期稼働で劣化兆候が見え始めた電動機を絶縁回復補修(以降 絶縁回復)で含浸した時の電気性状、機械的振動、汚損および熱劣化等の回復度を論理的および実機にて検証した。
(1)補修での含浸効用の論理的展開
含浸は長期間の稼働で機内に内在した気泡(ボイド)を真空脱気後に樹脂浸透させて一体化図る技術である。図5は樹脂浸透を静電容量で計測した曲線で、巻替と絶縁回復では含浸開始時の静電容量や樹脂浸透の指標となる樹脂浸透度 ⊿Cに大きな違いがあるのが判る。
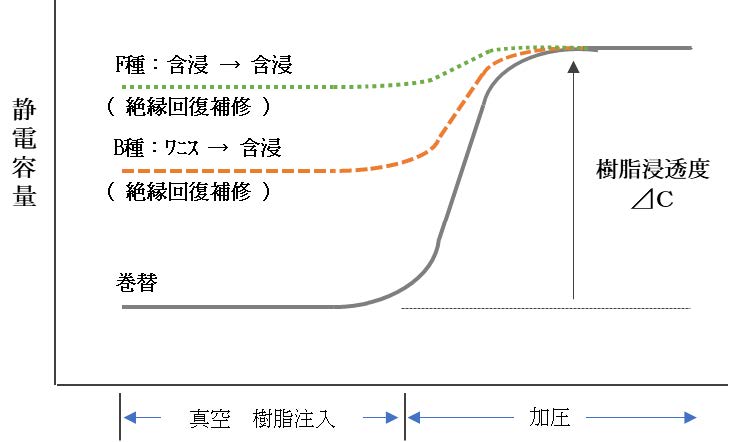
図5 樹脂浸透曲線
⊿Cが巻替>B種機>F種機になるのは巻替がコイル主絶縁のテープ間や多くの隙間に樹脂充填されるのに対し、絶縁回復は熱や電磁力振動の累積劣化で生じたボイドやコイルと鉄心の微小隙間に樹脂を補充する技術であり、この"充填"と"補充"の差が表れたといえる。また、絶縁回復のB種機とF種機の差は一体化で冷却や機械的強度が優れるF種機が劣化しづらいことが要因として考えられる。一方、⊿Cの根幹となる含浸開始時の静電容量の違いは図6の樹脂浸透と静電容量から含浸前後の絶縁状態と絶縁等価回路を数式化して求めた合成静電容量Co(以降 合成Co)で証明している。
空気絶縁の静電容量をCb、樹脂絶縁をCmとして合成Coを求めると含浸処理後と巻替(含浸前)は2Cmおよび2Cbで表せるが、ボイド存在する絶縁回復はCmとCbが直並列で分布するので Co=C m+{Cm・Cb/(Cm+Cb)} となる。
ここで静電容量の基本算出式 C=εs・S/L(εs:絶縁物の比誘電率) で、S、Lを単位長当たりの面積および長さとするとC∝εsで示され、含浸で合成Coが変化するのは絶縁物のボイド消滅から比誘電率が 徐々に置き換わる状態を意味している。
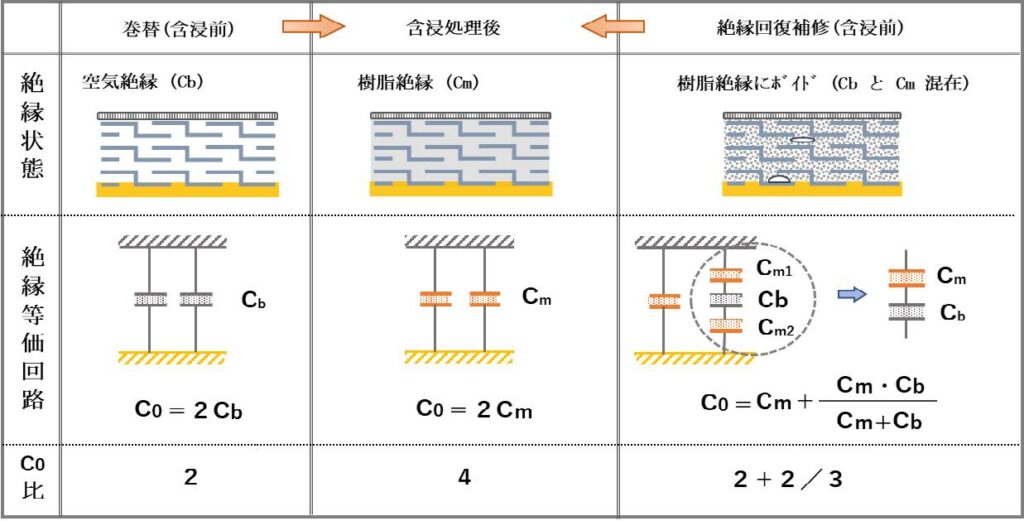
図6 樹脂浸透と静電容量
C∝εsの式に空気絶縁の比誘電率εs1=1、樹脂絶縁εs2>2を適用して求めたCb=1、Cm≒2を絶縁等価回路のCoに代入すると、巻替:含浸処理後:絶縁回復= 2:4:2.7となり含浸開始レベルの静電容量の相違が裏付けられる。
以上より樹脂浸透は累積データと静電容量の論理的展開から巻替に限らず絶縁回復でも充分に見込めることが判る。以降に絶縁回復補修で得られた効果事例を記す。
(2)絶縁物のボイド消滅で絶縁性状 の改善
含浸コイルが与える影響は(2.1)節の (2)項の電気特性で論じているが、絶縁回復で含浸対策した時の評価はボイドに視点を置いて論じた。技術的背景としてボイドが劣化で生成され含浸で消滅する唯一の変化点であり指標となり得ることと、その確認にボイド内でコロナ放電発生させた方が絶縁物の性状変化を確実に捉えられる、との判断から非破壊のコロナ放電試験で検証している。
(a)コロナ放電電荷量
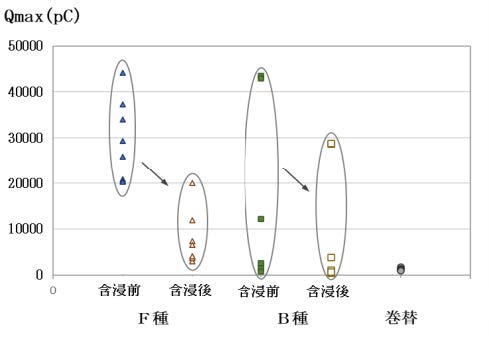
図7のコロナ放電比較は(a)放電電荷量と(b)放電開始電圧に示す様に、含浸前後のF種、B種それと巻替単独の3区分で行った。図(a)の放電電荷量からF種、B種共に大幅な改善が得られている。
コロナ放電の改善代=(含浸前-含浸後)/含浸前 で求めるとF種は平均72%、最低でも41%、個々では要傾向管理レベル15000pC超の8台が良領域に7台移行し優れた改善特性が得られている。B種は平均48%しかないが3/6台が含浸前の放電電荷量5000pC以下だったのを考慮すると妥当と判断できる。
(b)放電開始電圧
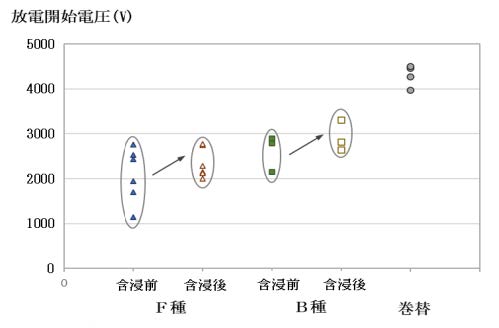
図7 コロナ放電比較
図(b)の放電開始電圧からはF種で5/6台、B種は3/3台で開始電圧が上昇し、互いが12%の300V程高くなる好結果を示した。
この(a)(b)のグラフから放電電荷量および放電開始電圧の効果を定量的に表現できただけでなく、データ分布が分散型から集結型になっていることで、絶縁回復でも樹脂は細部に渡り浸入することが立証できた。一方、含浸後にコロナ放電の改善代が少ないのに関してはコイルと電源を繋ぐゴム絶縁のリード線含めた広い観点で傾向管理を強化している。
(3)筐体とコイルの一体化で振動低減
本項では、枯れや緩みからの隙間を埋める含浸は耐振強化策として有効な手段となることを振動の減衰波形から追及した。電動機のコイルは稼働中常に電磁力振動を受け続けるが鉄心内はコイル収めるスロットとの密着や楔の面圧で電磁力の影響は抑圧される反面、鉄心外のコイルエンド部は図8に示す様に自由端となり鉄心出口を支点とした片持ち支持の格好で繰り返し応力が発生し続ける。
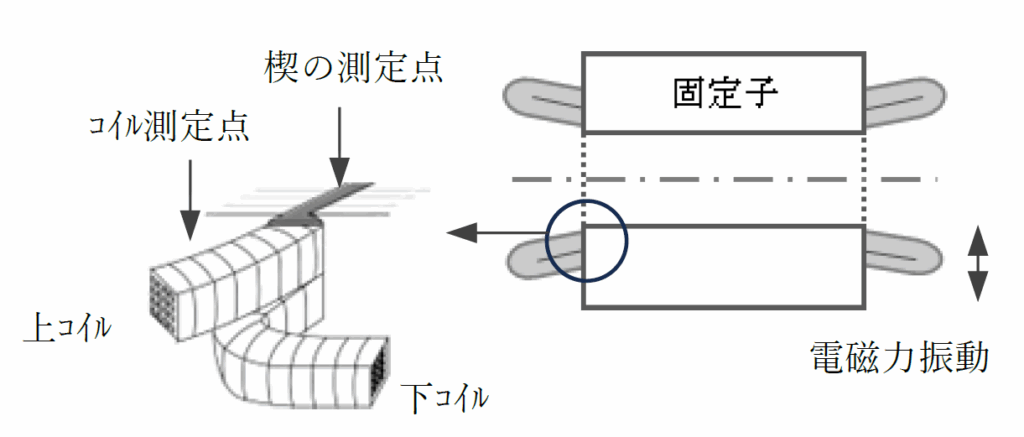
図8 振動測定部位と詳細
この電磁力振動は稼働期間が長くなると熱ストレスを受けて枯れる絶縁物との相乗作用から徐々に大きくなる確率が高く、その影響は楔やコイル間に緩みとして誘発広域化を招いている。
検証は電磁力と熱のストレスが振動として表れ易いコイルエンドと支点となる鉄心端にある楔の2個所で実施している。
(a)コイルエンド
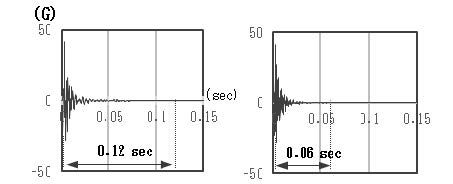
図9は一体含浸していない高圧交流機を絶縁回復で含浸したコイルに打撃を加えるハンマリング診断で得た緩み振動波形で、(a)コイルエンド、(b)鉄心端の楔を示す。
緩み度合いを示す減衰時間は含浸後のコイルエンドで含浸前と比し1/2の0.06sec、鉄心端の楔も1/3程縮まった0.11secになっており、ハンマリング時の❝より高い金属音❞に鑑みても隙間への樹脂浸透が伺える結果が得られた。
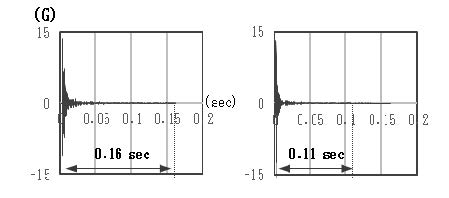
(b)鉄心端の楔
図9 緩み振動波形
また、樹脂浸透は楔緩み防止で専用の溶剤塗布が省けることも実証しており、工程短縮に貢献できる技術として提供して行きたい 。
(4)環境(汚損)影響の回避
絶縁劣化は熱、電気、機械、環境の4要因が継続的に与えるストレスにあるが、延命はその影響を受けて即座に反応する絶縁抵抗の変化を掴んだ傾向管理と対策が鍵となる。一方、絶縁表面に汚損堆積した見掛け上の劣化は洗浄/ワニス処理で絶縁回復図れるが持続性に課題があった。ここでは 環境劣化には効果薄いと思われていた樹脂含浸で回復した絶縁をどの程度維持できるか追跡調査した内容について述べる。
対象機は同じ環境下で2台並行運転していて油成分に粉塵付着した電動機で、図10の絶縁処理フローに示す様に含浸適用したA処理とワニスのみのB処理を絶縁回復と劣化進行遅延の比較をしている。
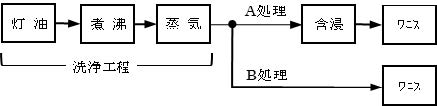
図10 絶縁処理フロー
図11に絶縁回復と絶縁抵抗推移のデータを示す。A処理、B処理共に処理直後の回復力は高いが、4年経過で絶縁抵抗はA処理の11.8→4.5GΩに比べ、B処理は16.5→0.12GΩと大きく低下し対策前に逆戻りしている。
要因は絶縁処理時の樹脂とワニスの粘度の違いで、樹脂の0.1Pa・s(注:単位はSI単位を記載 0.1pa・s=1ポアズ)以下に比し、ワニスは0.35Pa・sと粘度が高くなることから生じる浸透性の差にある。
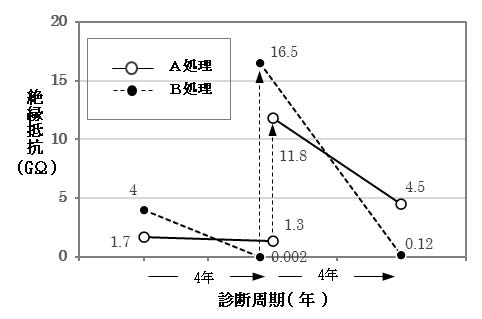
図11 絶縁回復と絶縁抵抗推移
粘度低い樹脂は主絶縁表面だけでなく微少隙間にまで浸透して油侵入等の経路を絶つが、粘度高いワニスは流動性悪く沿面電路を断ち切れなく絶縁維持に影響を与えている。但しA処理で含浸後に行うワニス塗布は絶縁厚を増し経年で付着する汚損等の防壁になっていると考える。このA処理による絶縁回復は、優れた樹脂の浸透とワニスのコーティング機能の特徴を掴んだ現場技術として耐環境面で延命効果あることを見極め、数多く実績を重ねながら評価を確実なものとし ている。
(5)絶縁物の疵修復
直流機の界磁はトルク&速度制御等の特性を決定づける重要な役割を担っており、健全性評価は巻回数が極端に多い丸線の多層巻を考えると対地間の絶縁だけでなく素線相互間が重ね合わさる絶縁に着目した管理も鍵となって来る。
固定子枠に装着される多層巻の界磁コイルは、未だワニス処理したのが数多く残っており劣化は熱が支配的となっている。エナメル被覆の素線が熱影響で数ターンに異常発生しても異常部同士が直接接触してない限り巻線抵抗はバランスするが、AC電圧印加するコイル分担電圧法では異常部間の沿面リークからアンバランス検出することがある。
この様に判断が異なった事態に損傷程度と操業影響の双方を考慮して巻替か絶縁回復して継続使用するかの技術的裏付けとして含浸適用した検証を行っている。
(a)コイル調査回路

(b)絶縁回復前後の巻き線抵抗と分担電圧
図12 界磁コイルの健全性評価
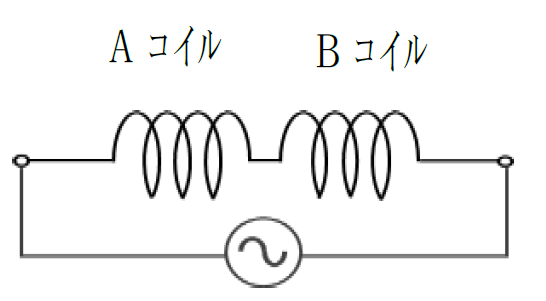
図12は界磁コイル2個を健全性評価した際の(a)コイル調査回路と(b)絶縁回復前後の巻線抵抗と分担電圧を示す。巻線抵抗は2.36Ωと2.41Ωでほぼバランスしたがコイル絶縁に枯れ兆候あることから軽い衝撃を加えると抵抗値が振れる傾向にあり20V印加した分担電圧法で再検証すると、コイルA 14.32V、コイルB 5.84Vとなり均等分担の10VにならずコイルBに素線間絶縁破壊ありの結果となった。
図13は判断が異なった時、含浸処理すると異常部の回復見込めるか否かを検証したグラフで横軸が印加電圧(V)、縦軸が個々の界磁コイルに掛かる分担電圧(V)を示している。
絶縁処理を図12に示した様に健全コイルAをワニス処理、異常コイルBを含浸処理で検証すると、絶縁回復前は5Vの分担電圧しか耐えられなかった異常コイルBが50V付近までコイルAと均等分担電圧を維持し、70Vまで極端な変曲点現れることなく同じ傾きの直線性を保つのが判る。
つまり含浸の樹脂浸透性は素線の多層巻にも養生や補強の機能が発揮されることが証明され、素線の異常部が沿面で繋がる状況下では回復が見込める緊急回避技術になり得ることに加え、電圧分担法を異常検出技術としてユーザと技術共有し補修の信頼性を高めたい。
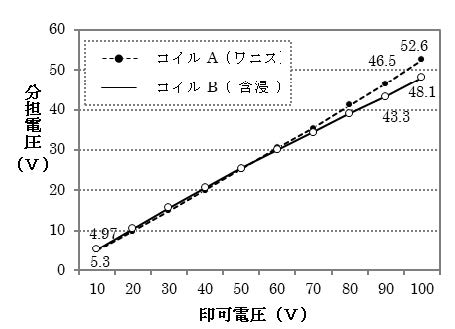
図13 絶縁処理後の界磁分担電圧
ユーザ疑問への迅速対応
本章ではユーザの疑問に事象の原点に立ち返って応えるだけでなく、補修の技術・技能の伝承にも役立った「想像」「創造」に至った技術展開について述べる。
3.1 レイヤーショート再現でメカニズム追究
電動機の事故やトラブルの形態は様々だが起因は素線間絶縁破壊(以降 レイヤー)が大半を占める中、レイヤーの検出や損傷部位拡大のメカニズムは不詳の部分が多い。本節では何故検出できないのか、何故拡大するのかを視点に現場再現した試験機でメカニズム追及している。
図14はレイヤー試験機の外観とコイル結線で、レイヤーは3相交流機のV相コイルから4ターンを切り離しコイル短絡や各種計測がし易い様に外部に設けた端子台へ延線接続して再現した。
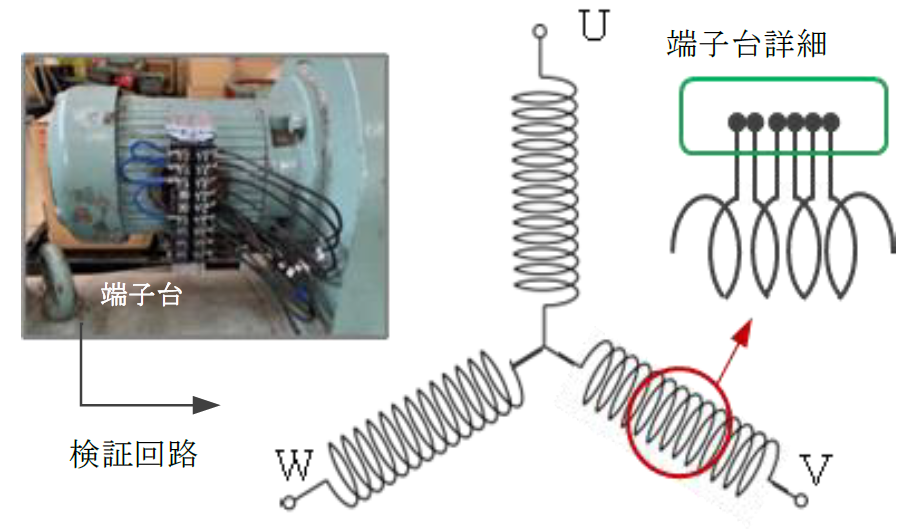
図14 レイヤー検証
図15に1ターンレイヤー 発生させた時の(a)レイヤー発生回路と(b)各種電流と誘起電圧を示す。各相の電流はレイヤーある V 相含めて定格電流1.04Aに比し1.01Aでアンバランス率2.9%と非常に安定しているが、レイヤーコイル単独の循環電流は定格電流の10倍強の10.89Aも流れ、素線が過熱変色することを掴んだ。また、レイヤーコイルの誘起電圧や循環電流は印加電圧に比例して増加しており、単独コイルとして電動機の回転磁界の影響を受けて変動する要素であることが理解できる。
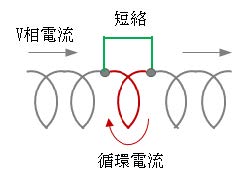
(a)レイヤー発生回路
この検証でレイヤー検出は電流監視では極めて厳しいことや損傷範囲の拡大は循環電流の波及からと認識できた。一方で補修対応時にコイル変色を察知するスキルupや微小な電流アンバランスが増大すれば磁気的バランスを崩し振動や起動時間等を管理に繋げられるのでは、等の課題も見えて来た。
この様に現場に視点を置いた工夫・創造力は❝技術・技能の伝承❞に留めず、ユーザとの知見共有に努め、キャッチボールできる技術として付加価値を高めたい。
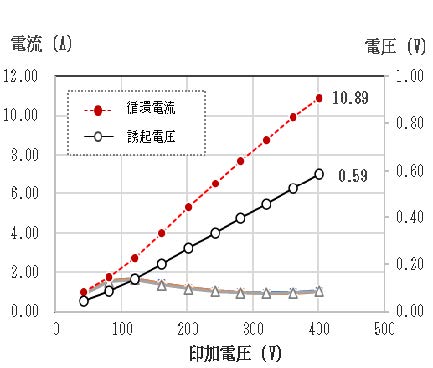
(b)各種電流と誘起電圧
図15 1ターンレイヤー検証
3.2 水沈化適用した事故部位保存技術の開発
電動機の絶縁が劣化して異常もしくは事故に至ると特徴としてアークや沿面放電開始点の痕跡は残っても放電路は残らず、部位特定や原因追及に不可欠である完全な状態での部位保存には難しさがあった。この部位特定&保存で着目したのが異常発生元から形成される放電路の役割を導電性ある水を代替利用して追究する案である。
(a)軸方向
(b)円周方向
図16 水没化法
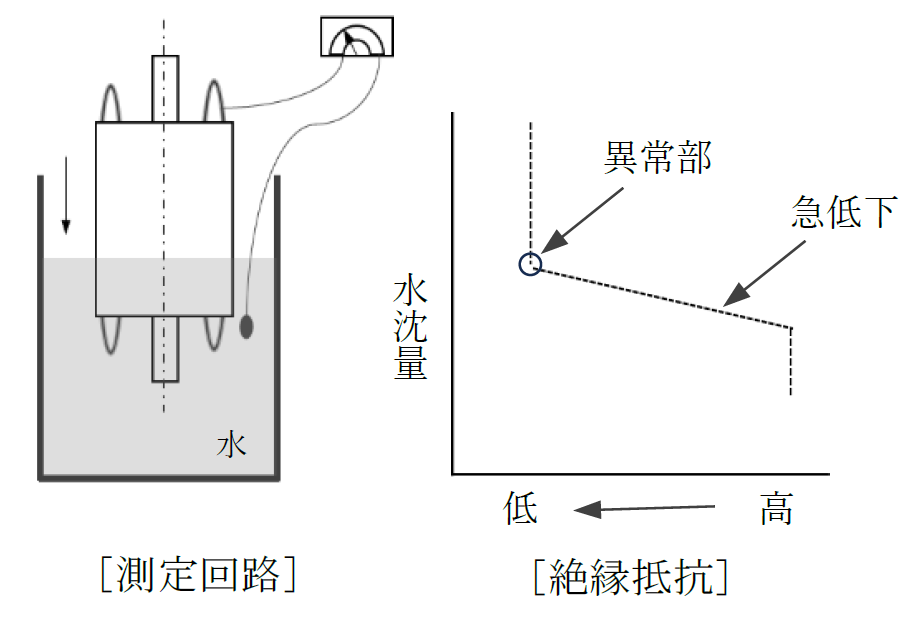
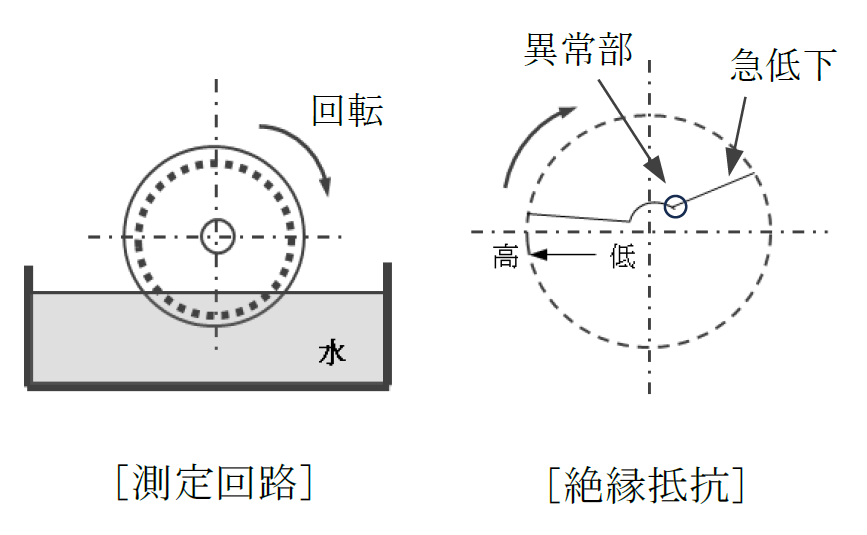
図16が水を放電路とした水沈化法で、(a)軸方向、(b)円周方向の各測定方法と絶縁抵抗が変化するグラフを模試化した図を示す。異常部の検出はコイル相互の接続を切り単独にした後、供試機を徐々に水沈させながらコイルと水中間で絶縁抵抗を測定し、異常部近傍が水に浸かると水を介した電路で絶縁抵抗が急低下するのを捉えた技術である。
水沈要領は軸方向の場合、供試体であるコイルを垂直にして下降、円周方向は水平にして回転させ、軸方向と円周方向の各絶縁抵抗が急低下した交点を異常箇所と特定し部位保存に繋げている。まだ検証数=5なので回数増やし特定の精度と作業効率を高めたい。
この水沈化法は複雑に交錯重なりあって溶剤(樹脂orワニス)で固着一体化されたコイルを焼成した 後の引き抜く作業等から受けるストレスを最小限に抑えるだけでなく、部位保存から原因究明や補修技術の精度を高めるのに役立つ技術と受け止めている。
3.3 可視化モータ 開発で潤滑理解度の支援
電動機は固定子と回転子で生じる電磁力で回転子を回して機械系に動力を伝える駆動源となっている。この回転体を正規の位置で保持支え、回転を滑らかにする重要な役割を担っているのが軸受けと称されるベアリング(以降 Brg)でその性能は潤滑に左右される。
Brgには無給脂と給脂の2タイプあり、無給脂は稼働時間に応じた交換となるが給脂タイプは点検や診断の結果に基づいてグリース給脂を行っている。しかし、軸受け周りが完全な密閉構造で潤滑のグリースがどの様な状態の時どの様な流入経路を辿るかの情報量が取説含めて極めて少なく「最適な給脂とは?」を確認する術がないのが現状であった。
外部からBrgが見えない構造自体は改善できないが、給脂時のグリース注入から充填さらには排出まで目視追跡する狙いを持って考案製作したのが可視化モータである。
図17(a)は可視化モータの全体写真、(b)に透明化したブラケット(塗りつぶし箇所)と軸受け周りの断面図を示す。可視化範囲は給脂口から給脂されたグリースがBrgの回転部分に流れ込んで適正油膜形成し、操業中の潤滑や摺動音を確認しながら、さらに給脂継続すると少しずつ排脂口へ押し出される様子を五感で体験出来、普段の疑問解決に絶好の研修機となっている。

(a)全体写真
その疑問点の一つに給脂は稼働中か停止中のどちらが良好な潤滑を得られるか確かな根拠に欠けているのがある。本装置はグリース給脂のタイミングを停止、寸動~連続運転の可変速から、操業実態に応じたグリースの注入や均等分布を自ら確認して安全面含めた独自の判断を可能とすべく配慮している。また排脂口の開け忘れや給脂過多での油漏出が絶縁へ与える影響も見極められる等、学びの場の自由度高めた構造としている。
現在、補修部門の多くで人材育成や技能伝承で、また、ユーザの方にも現場実態感の習得、等々で視覚に訴える教材として活用頂いている。
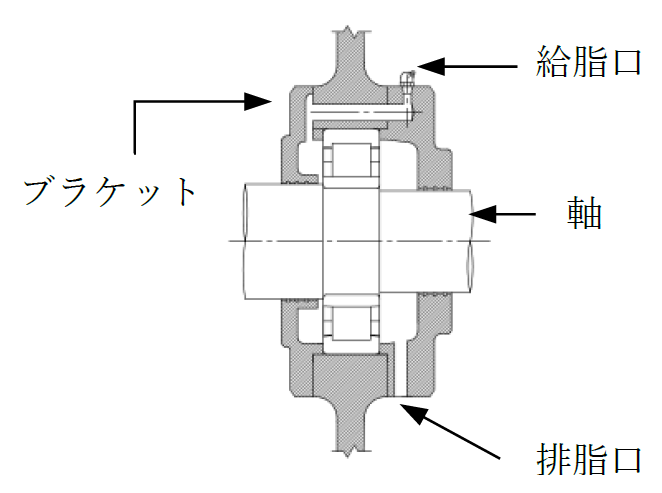
(b)透明化したブラケット断面
図17 可視化モータの構成
おわりに
生産ラインに直接携わる機会の少ない電動機補修メーカは、ユーザが目指す設備管理強化の視点に沿って、再発防止→未然防止に向けたPM活動の情報源と成り得る現場現物の変化をタイムリー且つ信頼ある技術情報として共有することが鍵となってくる。
ハード面では構造&機能を熟知した高い回復力ある補修技術、ソフト面では膨大な各種データ解析しての劣化メカニズムや原因究明できる洞察&検証能力からのエビデンスの掌握、加えてユーザとは関係先を牽制できる補修技術情報の提供や操業ニーズを叶える保全技術の構築から安心・安定を提供したいと考えて いる。
弊社は事象の本質的追及をコンセプトに“知”はユーザ・重電メーカ・電気学会等との技術交流から享受し、“技”は現場重視と再現力ある技術の担保から「スピードと提案」を意識した考動で将来を見据えた持続性高い保全技術を極めたい。
新着記事
せつびさんとカンリさんの「モノづくり品質の基本のキ」#11 良い仕事をするための基本~その9 「継続的改善」
2026.02.18

ものづくり屋視点による労働衛生の実践 No.11 メンタルヘルス問題の認識と向き合う活動―その2
2026.02.18

指標でモノづくりを評価しよう! #10 納期遵守率
2026.01.28 無料会員

DXの活用がカギ! 生まれの良い設備づくり ②
2026.01.28
せつびさんとカンリさんの「モノづくり品質の基本のキ」#10 良い仕事をするための基本~その8 「事実に基づく管理 管理のサイクル」
2026.01.15
ものづくり屋視点による労働衛生の実践 No.10 メンタルヘルス問題の認識と向き合う活動―その1
2026.01.15