装置材料の損傷・劣化「べからず集」Vol.19
2026.01.07


熱交換器の管端溶接、銅製ガイド用いるべからず
ステンレス鋼製熱交換器の伝熱管と管板の管端溶接は、自動溶接で行われる場合が多い。その場合に溶接機を管端部に適切に固定するために図1に模式的に示す様に、銅製ガイドを用いる場合が多いとのことである。何故、銅製ガイドが選定されるかは、銅がステンレス鋼より硬さが低く、ステンレス鋼管に傷などをつけにくいためとされている。しかも、このガイドは、溶接機の位置をしっかり固定するため管の内径に近い径が選択される。
これにより製作された管端溶接部近傍に、製作後や運転開始後に割れ状の欠陥の検出される事例が何件か報告されている。その原因は、図2に模式的に示す様に、銅製ガイドとステンレス鋼が接触したことにより、銅がステンレス鋼表面に凝着し、そこに溶接による熱が影響して「液体金属脆化」1)のよる割れがステンレス鋼管に生じたと判断される。これは、ステンレス鋼に比較して、銅の融点が低いため、溶接熱影響の熱で銅が溶融状態となり、それがステンレス鋼に拡散し脆化割れを発生させると推定される。なお、この割れ事例は、ステンレス鋼で主に発生しているが、炭素鋼製熱交換器においても、発生可能性がある。
対策としては、溶接機のガイドに銅を用いず、ステンレス鋼などを用いることが挙げられる。
熱交換器の発注者や設計者は、製作工程の工具の材料まで指定することは一般的にない。しかし、本件は繰り返し発生している事例でもあり、発注や製作の工程管理で指定するとか、受入れ時の割れの検査を行うなどの対応が必要である。また、製作会社でも製作する機器の品質を確保するため注意する必要がある。
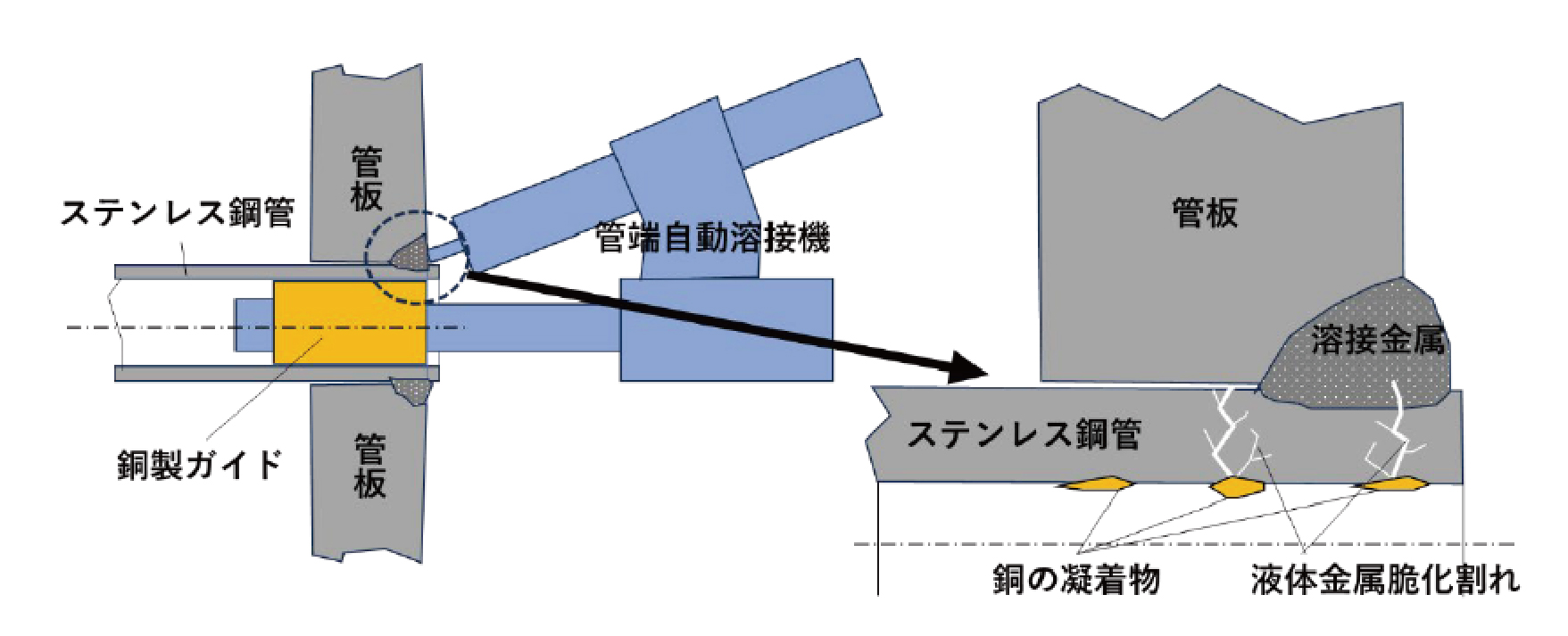
図1 熱交換器管端溶接の模式図 図2 管端部の液体金属脆化による割れ模式図
参考資料
(1)本連載べからず集、No.14 「亜鉛メッキ鋼板、ステンレス鋼へ溶接すべからず」
この記事は、会員専用記事です。
有料会員になると、会員限定の有料記事もお読みいただけます。