「理論値エナジー」カーボンニュートラルに向けた最少エネルギーの追求(2024年度TPM論文賞マネジメント部門第1席受賞)
2025.07.01
執筆者
ヤマハ発動機株式会社
プラントエンジニアリング部環境企画グループ
大野 渉
論文要旨
昨今、脱炭素社会の実現に向けた取組みが強化されている。2020年には日本政府が2050年カーボンニュートラル実現を宣言した。このような中、当社は海外を含む自社工場において、2035年までにカーボンニュートラルを達成する目標を掲げた。その実現に向けてエネルギーの「最少化」と「クリーン化」の2つの取組みを進めている。
最重点取組みに位置付ける、エネルギーの「最少化」では、製品の形質変化に必要不可欠なエネルギーのみを「価値」と定義し、「価値」以外をすべて「改善余地」とするヤマハ独自の「理論値エナジー」手法を展開している。
本稿では、「理論値エナジー」取組みにより、加工設備における価値エネルギーを追求し、従来比49%の省エネルギーを実現した事例とその成果を記す。
今回生み出した改善手法は、汎用性が高く、当社のグローバル全体で4,000台超の設備に適用できる。その削減ポテンシャルは加工工程全体の15%に届く。
本手法の横展開により、当社の加工工程におけるCN取組みは目標に大きく近づく。
はじめに
昨今、地球温暖化への関心の高まりから脱炭素社会の実現に向けた取組みが国際的に強化されている。2020年10月には菅首相の所信表明演説で2050年カーボンニュートラル実現が宣言され、それに向けた企業の取組みが始まっている。この動きに対し、当社は海外を含む自社工場における2035年カーボンニュートラル(CN)を宣言し、エネルギーの「最少化」と「クリーン化」の取組みを始めている。
当社はCN実現には、投入エネルギー量を減らす事が重要と考えており、「最少化」を最重点取組みと位置付けている。この「最少化」の2035年目標は2019年比39%減、年率3%であり、省エネ法の年1%を大きく上回る高い目標である。この実現のカギが、理論値生産から派生した「理論値エナジー」手法であり、ここでは製品の形質変化に必要なエネルギーを「価値」と置き、それ以外はすべて「改善余地」として捉え、エネルギーの最少化を目指している。
本稿では「理論値エナジー」の考え方に基づき、実際に加工設備における価値エネルギーを追求した事例と成果を記す。
理論値エナジーの紹介
2.1 エネルギーの分類と考え方
まず初めに「理論値エナジー」の考え方を説明する。「理論値エナジー」ではエネルギーは「価値」・「準価値」・「無価値」の3つに分類して定義される。「価値」はその設備がワークの形質変化に消費した理論動力と定義する。「準価値」は生産サイクルタイム中(以下CT)に消費したエネルギーのうち価値を除いたエネルギーと定義され、「無価値」はそれ以外のエネルギーと定義する(Fig.1)。
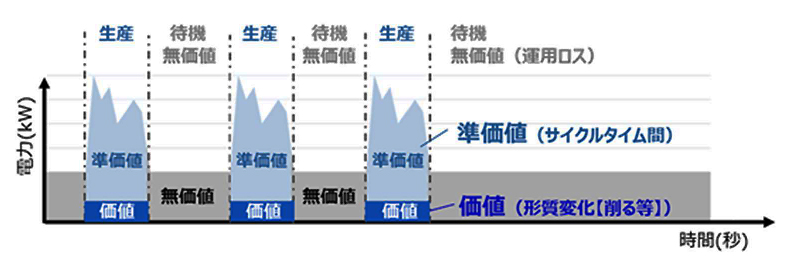
Fig.1 理論値エナジーモデル
「理論値エナジー」は現状に対しロスを相対的に捉えるのではなく、「価値」を基準に考える絶対値思考である。価値以外のエネルギーをすべて改善余地と捉え、「目指す姿」(価値+最少ロス)と現状のギャップを認識し、それを埋める手段を考え抜く手法である。これにより従来の改善施策の積上げでは成し得ない、非凡な省エネ効果を実現する事ができる(Fig.2)。
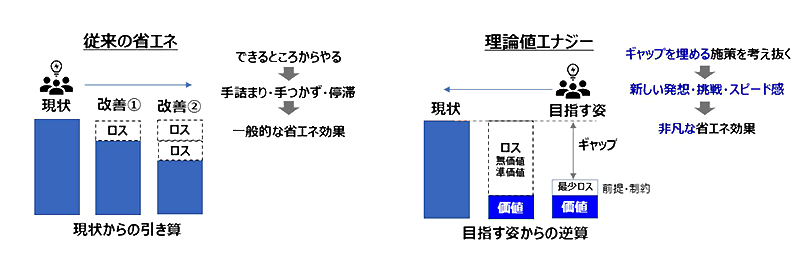
Fig.2 従来の省エネと「理論値エナジー」の比較
2.2 理論値エナジー改善ステップ
理論値エナジー活動の改善ステップを紹介する(Fig.3)。理論値エナジー活動を進めるうえで最初に重要なことは現状を知ることであり、設備のエネルギーの使われ方について計測器を用い収集する(STEP1)。この収集したエネルギーデータを元に価値・準価値・無価値へ大別し、「目指す姿」を定め施策を決める。
次に無価値の削減に取り組む(STEP2)。これは休憩時間や設備の待機時間に消費しているエネルギーをゼロにする改善を指す。ここでの主な改善はモーターやエアーの自動発停である。これにより消し忘れ防止と共に、人による運用では成し得ない秒単位の省エネを実現できる。
次に準価値の削減に取り組む(STEP3)。準価値の削減は加工CT中のエネルギーを下げる改善を指す。ここでの主な改善はモーターへのインバータ搭載、断熱強化などである。加工CT中の動作変更であることから、安全や品質面での影響をしっかりと考慮する必要がある。
最後は究極の「ありたい姿」の実現(STEP4)であり。生産を寄せる、加工CTを短縮する、排熱の活用などを行い、「目指す姿」(価値+最少ロス)を実現する。
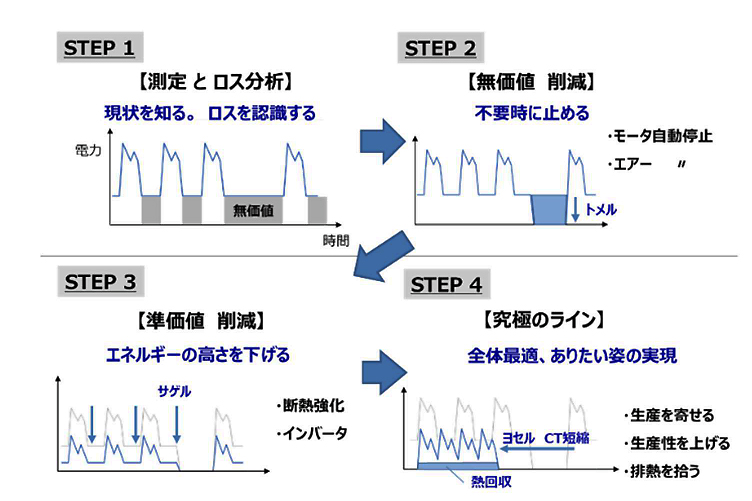
Fig.3 「理論値エナジー」改善STEP
加工工程におけるエネルギー使用状況
当社における消費エネルギーは、生産設備が80%を占める。その中でも加工工程は37%と最も多くのエネルギーを消費している。以下に磐田第2製造部のGAラインを対象に理論値エナジーの改善ステップに沿って改善を進めた事例を記す。
初めにラインのエネルギーを計測しグラフにした(Fig.4)。価値定義に沿って分類すると価値25%、準価値49%、無価値26%であった。ここでは価値は形質変化に寄与する主軸のエネルギー、準価値は加工CT中のエネルギーのうち価値を差し引いたもの、無価値は待機等で発生するエネルギーにて大別した。
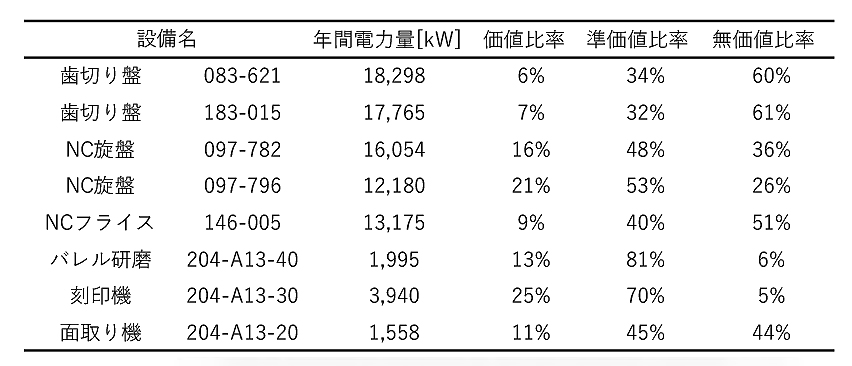
設備ごとに価値分析を比較したものが以下である(Table.1)。この結果から歯切り盤は価値比率が最も低く、改善余地が多い設備であることがわかった。今回、歯切り盤について深堀して活動を進める事とした。
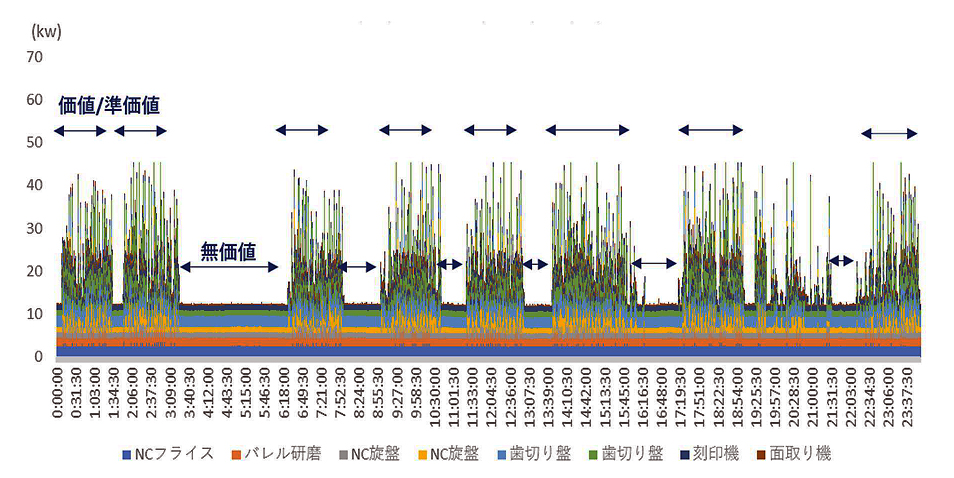
Fig.4 磐田第2製造部GAラインエネルギーグラフ
Table.1 磐田第2製造部GAライン価値分析結果
価値計算式(例:1日分のデータから算出する方法)
価値:主軸のCT平均電力(kw)×CT平均時間(秒)×1/3,600(秒/時間)×生産台数(台/日)
準価値:CT平均電力(kw)×CT平均時間(秒)×1/3,600(秒/時間)×生産台数(台/日)-価値無価値:1日の電力量-(価値+準価値)
目指す姿は、価値+制約条件とし現状比52%に設定した。制約条件は、準価値は加工CT中に停止できない付帯機器、無価値は制御および設備保護とした。
これにより削減目標は、現行比48%削減となる(Fig.5)。
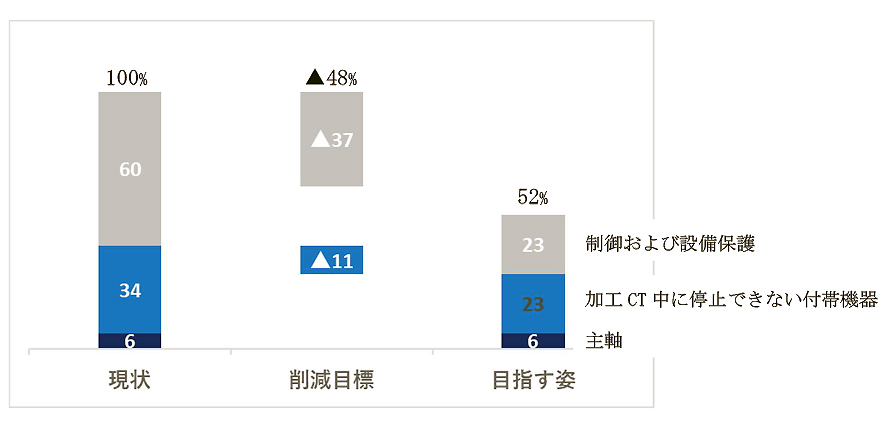
Fig.5 「目指す姿」の設定
分析および無価値の削減(STEP1,2)
この項では磐田第2製造部GAライン歯切り盤の無価値エネルギーの削減について実施例を取り上げ紹介する。歯切り盤では、価値を創出する主軸以外に、油圧ポンプ、潤滑油ポンプ、クーラントポンプ、ミストコレクターなどの加工に欠かせない付帯機器が多数存在する。
まずはSTEP1として各々の電力を測定した。
下図は歯切り盤の付帯機器毎の消費電力を図示したものである(Fig.6)。図中の水色のクーラントポンプや、黄のミストコレクターは、既に自動停止機能を有し、待機時間(無価値)に電力を消費していない。半面、青の油圧ポンプと、オレンジの潤滑油ポンプは、待機時間に電力を消費している。この2台で無価値エネルギーの約75%を占め、残り約25%は制御電源である。
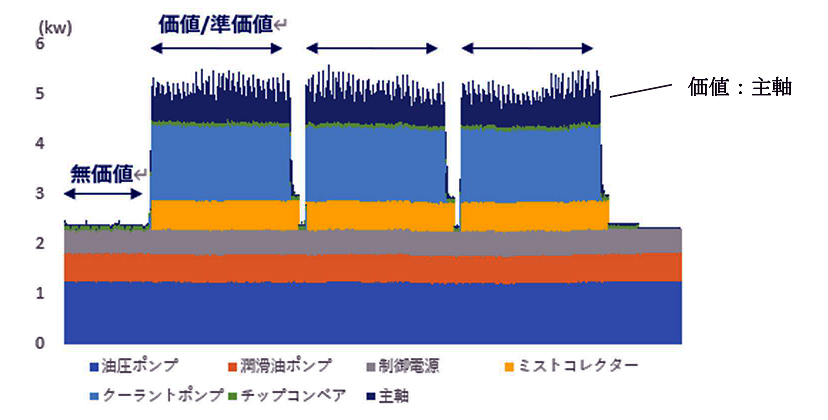
Fig.6 磐田第2製造部GAライン歯切り盤エネルギーグラフ
続いてSTEP2無価値の削減に移る。
まず油圧ポンプと潤滑油ポンプが待機時間(無価値)に停止可能かを調査した。
大前提として、機能面、安全面、品質面等で影響が出てはいけない。そのため製造、技術、保全の各専門家と検討し、試験的に手動で発停させ、安全面、品質面(加工精度)の問題がない事を確認した。
次に停止方法を検討した。休憩中や材料待ちの時に自動で停止する仕様とし、オペレーターの操作負担や切り忘れを防止する。自動停止による頻繁なON/OFFから付帯設備を保護する為、2点検討を行った。1点目は電磁開閉器の開閉寿命200万回で、10年以上の動作を保証できるように設定する。2点目は始動電流による電動機の発熱で許容温度以内に抑える必要がある。サーモグラフィで発熱状況を確認し担保する。
上記を踏まえ、加工終了から3分後に自動停止するプログラムとし、2点とも問題ない事を確認した。この改善により電動機は連続生産時には停止せず、休憩や材料待ちの時に自動停止するようになった。改善後は、制御電源のみが無価値として残る形となり、75%もの省エネルギーを実現できた。(Fig.7)。
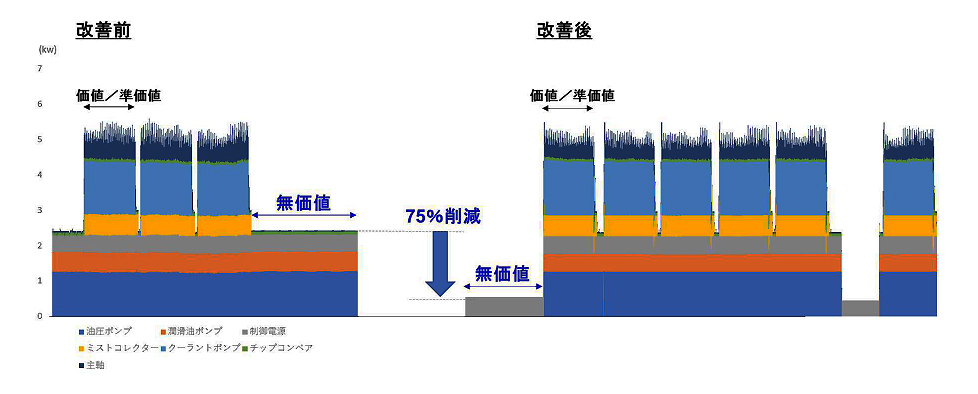
Fig.7 自動停止による歯切り盤改善前後の比較
準価値の削減(STEP3)
次にSTEP3準価値の削減を行った。
歯切り盤の準価値(加工CT中)に着目した。各々の付帯機器の電力量を比較すると価値11%、クーラントポンプ29%、油圧ポンプ25%、ミストコレクター12%、その他23%であった。
クーラントポンプは切削刃具の冷却・潤滑を目的とした機器であり、切削中は停める事ができない。そのためエネルギー消費量が次に多い油圧ポンプとミストコレクターをターゲットとし、改善手法を検討した。
5.1 油圧ポンプの価値追求
油圧ポンプは電力を「圧力」・「流量」の流体エネルギーに変換する機器である。本設備では油圧を加工中の製品固定ワーククランプとブレーキに利用している。油圧ポンプは常時運転しておりロスが多い設備である。
まず機器の動作やシーケンスを調査し、圧力、流量の1サイクル動態を見える化した(Fig.8)。縦軸は油圧を使う設備を並べ、横軸は動作開始後の経過時間を示す。矢印は工程で必要な流体エネルギーの種別を示している。
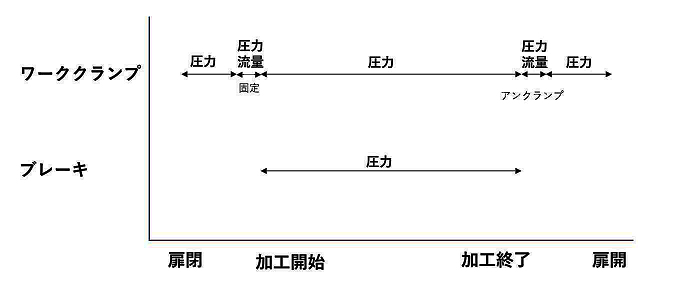
Fig.8 油圧ポンプの1サイクル動態
この調査結果から加工CT中に「圧力」は常に必要だが、「流量」はクランプが動作するごく短い時間のみ必要なことが分かる。油圧ポンプの動力は「流量」×「圧力」であり、「圧力」のみ必要な時の、理論動力はゼロである。
そこでアキュームレータ(蓄圧器)を導入し、油圧ポンプを停止させても圧力を保持できる形とした。油圧ポンプは圧力発停制御により、「流量」を必要とする場面のみ運転し、それ以外は自動停止させる。これにより、油圧ポンプの動作時間を1/120、消費電力を99%削減することに成功した(Fig.9)。
アキュームレータの容量設計においては、1回の加工サイクルで消費される流量を蓄圧できる設計とした。これにより1サイクル中に油圧ポンプは1回2秒間のみ運転する。油圧ポンプの運転時間が大きく減り、副次的にポンプや電動機の負担を大幅に軽減できた。
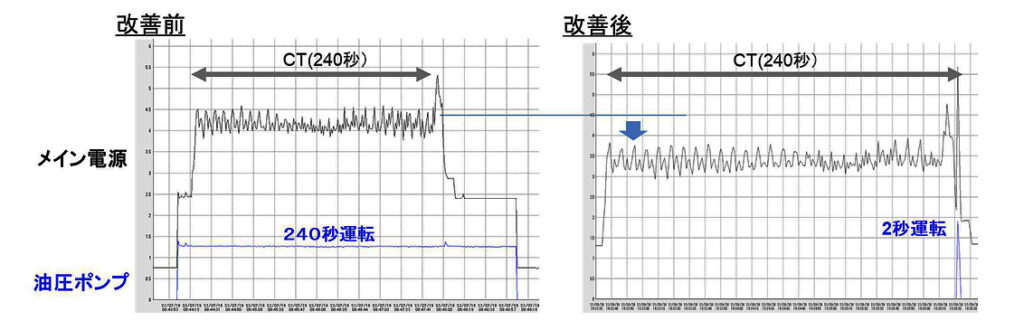
Fig.9 アキュームレータによる油圧ポンプの動作最適化
5.2 ミストコレクターの運転最適化
ミストコレクターは加工熱により揮発する切削油のミストを収集する装置である。現状ミストコレクターは加工CT中、常時運転しておりこれが一般的な使われ方である。一方、この設備の最大の目的は、加工室で発生するミストをオペレーターに吸引させない事である。加工終了時に扉からミストがでない事を担保しつつ運転時間を最少化できれば省エネを図る事が出来る。
本設備の加工室の体積は約2㎥、それに対しミストコレクターの能力は12㎥/minであり、加工室の空気を1回入れ替えるには単純計算で10秒必要となる。しかし実際には加工室には扉があり通気性が悪く、その抵抗を考慮する必要がある。そこで実機にてミストコレクターを何秒運転させればミスト濃度が問題ないレベルになるか検証した。ミスト濃度は、日本産業衛生学会が勧告している3mg/㎥(1日8時間、週40時間の平均暴露濃度)未満である事と、現状のミスト濃度と同等以下である事を条件とした。加えてミストコレクターは扉が開いた後も10秒間運転し、ミストが漏れ出ないよう加工室を負圧にした。
結果として30秒間(加工中20秒+扉開後10秒)の運転で、ミスト濃度は従来と同等以下を確認できた。(Table.2)。これに従いミストコレクターを自動発停させ電力量を86%削減する事に成功した(Fig.10)。
Table.2 ミストコレクターの運転時間と加工室ミスト濃度
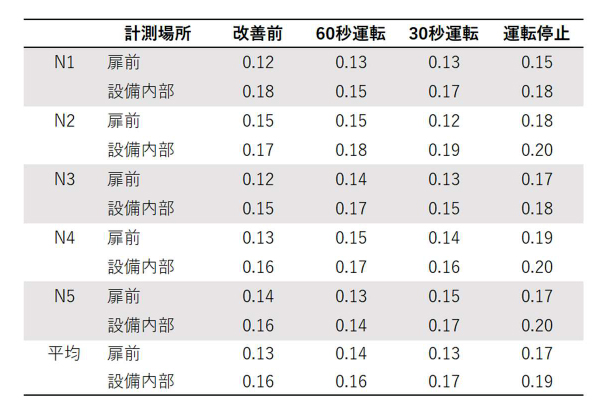
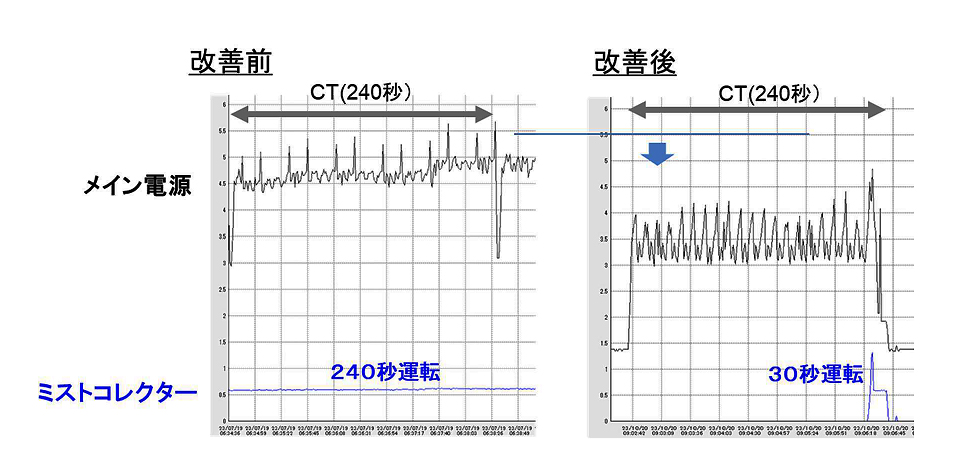
Fig.10 ミストコレクターの運転最適化による動作改善
成果
ここまでの成果をまとめる。歯切り盤のエネルギーは無価値(待機)エネルギーが2.4→0.8kWとなり67%の削減、準価値(加工CT中)エネルギーが4.9→3.1kWとなり37%の削減となった。以下に改善前後のグラフを示す(Fig.11)。無価値と共に、準価値のエネルギーが大幅に減少したことがわかる。これらを合算すると、成果として製品1個当たりの消費電力量を49%削減でき目標を達成する事ができた(Fig.12)。また、目標過達の要因としてはミストコレクターの運転時間が想定より10秒短縮できた為である。
施策単体でみた場合には、付帯設備自動停止で75%、油圧アキュームレータ蓄圧では99%、ミストコレクター運転最適化では86%の電力削減と、非常に大きな成果を出すことができた。
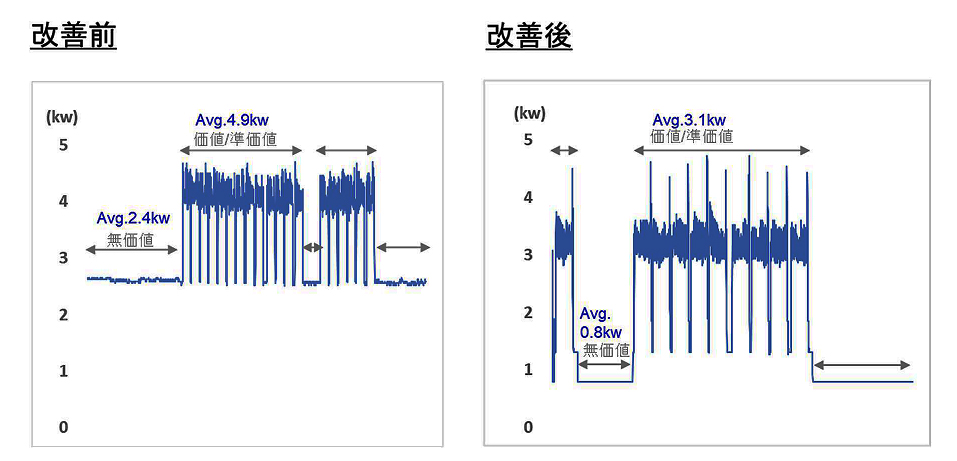
Fig.11 STEP1,2,3による歯切り盤9改善前後のエネルギーグラフ
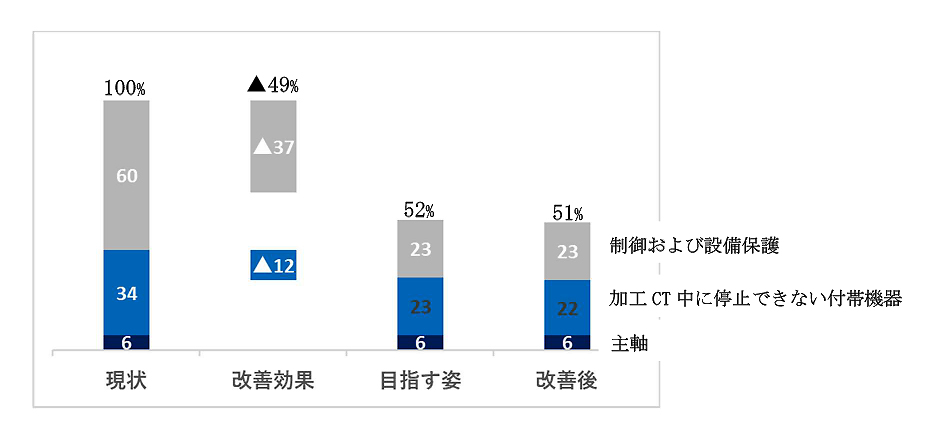
Fig.12 「目指す姿」と改善実績
将来の展望
今後、この設備では「ありたい姿」の実現を目指し、STEP4の生産CT短縮、生産寄せの活動を進めていく。一方、会社全体で見た場合、今回成果を上げた「付帯設備の待機時自動発停」、「アキュームレータによる油圧ポンプ間欠運転」、「ミストコレクター運転最少化」は、当社のグローバル全体で4,000台を超える対象設備があり、その削減ポテンシャルは加工工程全体の15%に届く。これは「最少化」の2035年目標:39%減の約4割もの値であり、本施策の横展開により、加工工程における当社のCN取組みは目標に大きく近づく。
さいごに
以上本稿では「理論値エナジー」取組みにより、加工設備における従来比49%の省エネルギー実現した事例を示した。設備毎の理論動力を追求し、油圧アキュームレータ蓄圧では99%、ミストコレクター運転最適化では86%もの電力削減を実現できた。「理論値エナジー」は「価値」の追求により新たな施策を生み出す手法であり、他工程への適用、および当社グループ全体への浸透により、CN実現に向けた更なる削減ポテンシャルを創出することができる。
私たちはこの「理論値エナジー」を自社で活用するだけでなく、社外にも広く公開し、世界のカーボンニュートラル実現に貢献していきたいと考えている。
参考文献
〔1〕全豊田エネルギー部会:オールトヨタの少エネマニュアル
〔2〕産業衛生学会:産衛誌2022;64(5):253-285
新着記事
せつびさんとカンリさんの「モノづくり品質の基本のキ」#11 良い仕事をするための基本~その9 「継続的改善」
2026.02.18

ものづくり屋視点による労働衛生の実践 No.11 メンタルヘルス問題の認識と向き合う活動―その2
2026.02.18

指標でモノづくりを評価しよう! #10 納期遵守率
2026.01.28 無料会員

DXの活用がカギ! 生まれの良い設備づくり ②
2026.01.28
せつびさんとカンリさんの「モノづくり品質の基本のキ」#10 良い仕事をするための基本~その8 「事実に基づく管理 管理のサイクル」
2026.01.15
ものづくり屋視点による労働衛生の実践 No.10 メンタルヘルス問題の認識と向き合う活動―その1
2026.01.15